The Maintenance Guideline of Turbine Bearing
(이 자료는 미국의 General Electric사와 그 License 기종 및 유사한 터빈의 정비에 적용한다.)
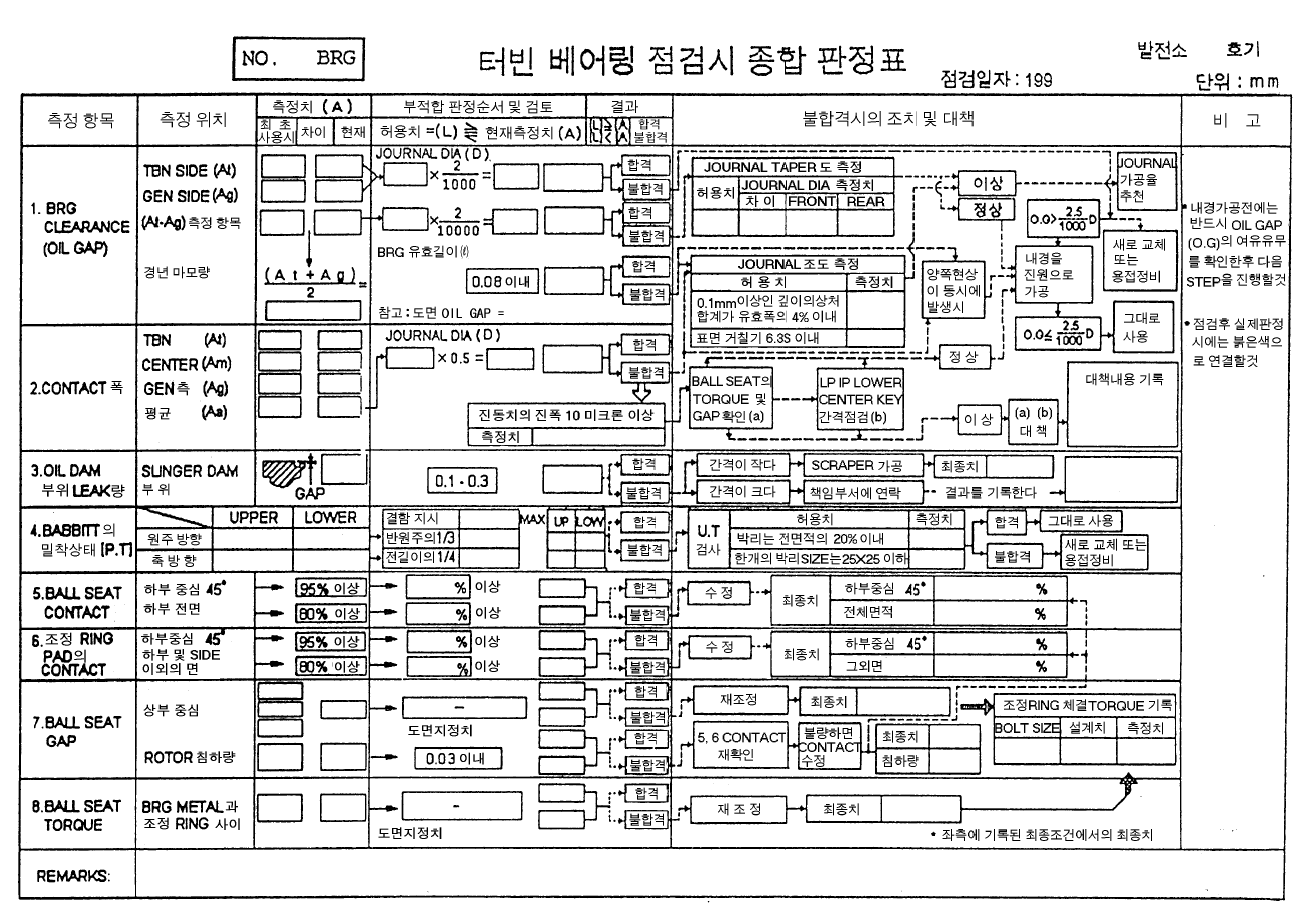
| 점검항목 | 점검주기 | 판 정 기 준 | 사유 | 부적합에 대한 표준적 조치 |
|---|---|---|---|---|
| 저널 베어링 간극 (Oil Gap) |
2년 또는 분해시 마다 |
타원 베어링 간극 설계치: 0.0013×D~0.0013×D+0.1 관리치: 0.002×D이내, 단 도면 지시치의 경우 하한 치의 1.5배가 관리치임 한국표준형 500, 1000MW: 0.001×D+0.10 * D : 저널 직경 |
유막유지 진동방지 |
1. 밀착도 검사: Babbitt와 베어링 메탈의 U.T 결과 밀착도가 80% 이상 되지 않으면 Rebabbitting 2. 예비품과 교체 ☞ 회전기계 rpm별 베어링 간극 2000rpm까지: 1/1000×D 4500rpm까지: 1.3/1000×D 4500rpm이상: 2/1000×D |
| Tilting Pad 베어링 간극 설계치: D<381: 0.0013×D~0.0013 ×D+0.10 D≥381: 0.0015×D~0.0015 ×D+0.10 관리치: 0.002×D 이내 ☞ 단 비표준품은 타원베 어링과 동일하게 관리. |
1. Pad 전량 예비품으로 교체 2. Upper Pad 뒷면부 Liner 밑에 계산 량 만큼의 Shim을 삽입하여 내경면 을 설계 치수로 가공 * Pad의 Babbitt 부분 정비는 현장에 서 불가능함 |
|||
| 전후의 간극 차이 관리치 : 0.0002×L㎜이내 ( L㎜= 베어링 유효폭 ) |
1. 베어링 간극이 관리치 이하이면 내 경을 수정 가공 2. Journal Taper도가 관리치인 0.025 ㎜ 초과시 저널 기계 가공 ☞ 저널 기계 가공 후에는 High Speed Balancing이 필요함 |
|||
| 경년 마모량 관리치: 최초 사용시 간극+0.08㎜ 이내 |
1. 베어링 간극이 관리치 이하이면 내 경을 수정 가공 2. 저널 조도 : 6.3S를 초과할 때는 Sand Paper로 사상가공 3. 저널의 마찰손상: 0.10㎜ 이상 깊이 의 상처 합계 폭이 베어링 유효폭의 4%를 초과 할 때에는 져널을 기계 가공 |
|||
| Metal 평행도 (Twist) |
조립시 | 타원 베어링 관리치 1 : 같은 두께의 Gap Gauge 삽입 전후 차이는 5㎜이내 관리치 2 : Side 간격 (GL-GR+TR-TL)÷2가 ±0.3×D÷1000㎜이내 |
부분접촉 방지 |
하부 베어링 위치조정 : Oil Jack 등으로 베어링을 이동하여 수정. |
| Tilting Pad 베어링 관리치 : Seal Ring 삽입 간극의 전후 차이는 0.10㎜ 이내 |
진동방지 | |||
| Metal 추력 베어링 간극 |
2년 또는 분해시 마다 |
설계치: 도면참조 관리치: 설계치의 125% 이내가 목표 |
노즐, 다 이아프램 과 동익 간격확보 |
Thrust Liner 교체로 두께 조정 ☞ Thrust 이동량은 상부부품을 완전 히 조립한 후에 측정하고 간격이 크 면 Plate 접촉면이 커지는 원인이 되므로 철저히 점검할 것 |
| 구성부품들의 총두께 측정 치와 Rotor 이동량 측정치 간의 차이는 0.05㎜이내 |
부품 변 형량 파 악 및 정 확한 간 극 확인 |
1. 추력 베어링과 Thrust Collar의 간 극치수 측정 및 평행도 측정. 2. Pad 뒷면 Contact 점검 및 두께 다시 측정 |
||
| 저널 베어링 접촉폭 |
4년 또는 분해시 마다 |
관리치: 전, 중앙, 후부의 평균치 가 0.3×D~0.5×D 이내 ☞ 접촉면의 기록은 베어링 중심선에 대하여 좌우 최 소 6개소를 측정.표 |
유막유지 | 1. 베어링 간극(Oil Gap): 경년마모량이 심해 접촉폭이 커지면 베어링을 교체 (단 저널면의 조도, Turning 운전시 간, 급유온도, Alignment의 변화, 윤 활유의 청정도 등을 조사하고 결과에 따라 판단할 필요가 있다). 2. 손질: Scraper나 #320, #400의 광택 연마지로 연마. |
| 베어링 메탈면의 검은색 접촉폭이 0.50×Dmm를 초 과할 경우 |
진동방지 손상방지 |
운전중 이상진동 발생시 베어링을 교체 | ||
| 추력 베어링 접촉폭 |
4년 또는 분해시 마다 |
설계치 : ① 접촉폭 설계치 의함 ② 각 Flat Land와 Taper Land의 접촉 면적비 = 1 : 9 또는 2 : 8 Taper도: 0.06 – 0.18 관리치 : ① 설계치 폭의 2배 이내 ② 각 Flat Land와 Taper Land의 면적비 = 1 : 3이내 |
온도상승 및 손상 방지. 특히 열 박음 Thrust Collar 채 용 기종 은 열박 음부 풀 림 및 Ro tor 절단 방지 |
1. Thrust Plate 뒷면의 접촉상태, 두 께, Taper Land부의 Taper도 점검 및 수정 2. 조정 Liner, Thrust Casing 변형 점 검 및 수정 3. Ball Seat 체결 Torque의 점검 및 조정 4. Thrust Pedestal의 축방향 Slide 상 태 점검 ☞ Thrust 구성품의 두께를 수정 가 공시에는 조정 Liner를 새로 교체하 고 두께를 기록후 가공할 것 |
| Babbitt 박리 (UT) |
P.T 불량시 |
관리치: 박리 면적이 전체 면적의 20% 이하 1개소의 박리면적은 25×25 ㎜이하 |
부풀어오 름 손상방지 |
저널 베어링과 추력 베어링은 Rebab -bitting으로 정비하고 Tilting Pad 베 어링은 새로 교체 |
| Babbitt Ball Seat Gap (Pinch) |
분해시 조립시 |
목표치 1. 추력 베어링 조임치는 0.03~간격+0.05㎜(단 Ball Seat부 축방향 이동량은 0.127 ㎜이하로 관리) 2. 저널 베어링(최종단 동익 26″이상의 저압터빈 베어 링)=(0.000033~0.000055)× Ball Seat Dia±0.02. 단 하한치를 목표치로 한다. 3. 상기 이외는 베어링 단독 상 태로 +0.04~+0.08mm 4. 한국표준형 500MW 화력 터빈 #1~#6 베어링: 0~-0.05mm 발전기 #7-#8 베어링: -0.05~-0.075mm 추력 베어링: +0.05~+0.127mm 5. 한국표준형 1000MW 원자력 터빈 #1~#8 베어링: 0~-0.05mm 발전기 #9~#10 베어링: -0.025~-0.075mm 추력 베어링: +0.05~+0.127mm |
이상진동 발생방지 부분접촉 방지 |
1. 간격조정 2. Ball Seat면 가공 최종단 동익 25″이상의 저압터빈 베어링은 Torque 보다도 Ball Seat 간극치를 최우선 관리. Ball Seat 간극은 운전중 HIP부는 증가(베어링 페데스탈측 고온)하고, LP부는 감소(베어링쪽이 고온)하는 경향이 있다. ☞ Ball Seat Torque 측정을 실시하지 못한 경우 최근의 간극치로 관리한다 |
| Bearing Ball Seat 접 촉 상태 |
분해시 4년 마다 |
1. Loose Type으로 조립하 는 베어링(+) 관리치 ☞ 하부 중심에서 45〫범위: 95%이상 ☞ 하부 잔여부분: 80%이상 ☞ 상부 중심에서 45〫범위: Contact이 없거나 가벼 운 접촉도 허용 ☞ Upper 좌・우 : 가벼운 접촉도 허용 2. Tight Type으로 조립하는 베어링(-) 관리치: 전체적으로 80% 이상 균일한 접촉 |
급 배 유 Leak 방지. 이상진동 발생방지 부분접촉 방지 |
1. 간극조정 2. Ball Seat면 수정가공 |
| Bearing Ball Seat Torque |
4년 마다 |
설계치 ㅇ추력베어링:166~276㎏-m ㅇ져널 베어링: 최종단 동익 26″이상의 저압 로타 베어링: 0.32×베어링자중×Ball Seat Dia÷2㎏-m이하 (약 70~90 Kg-m) ㅇ상기이외의 Torque(kgm) |
부분접촉 방지 |
Torque 조정: 수평 Flange부 Shim량 에 따라 조정, 조정이 불가능한 경우 Ball Seat 수정가공 (75MW 일체형 베어링 Torque는 추 력 베어링의 Torque치로 관리한다.) φ406 : 136~331 φ432 : 163~364 φ457 : 176~398 φ483 : 215~465 φ508 : 258~523 φ533 : 299~581 φ559 : 341~621 φ584 : 396~704 φ610 : 436~780 φ635 : 488~838 φ660 : 539~904 φ686 : 602~978 φ711 : 656~1061 φ737 : 713~1137 φ762 : 777~1219 φ914 : 1161~1717 φ1016 : 1443~2066 φ1118 : 1742~2427 φ1219 : 2041~2796 φ1321 : 2342~3185 |
| 베어링 Shim Pad 접촉폭 |
4년 마다 |
관리치 ☞ 하부 중심에서 45〫범위 (0°, 30°, 45°)의 Pad: 95%이상 접촉. ☞ 좌・우 90°측 Pad: Ball Seat의 접촉상태에 따라 80% 정도 가볍게 접촉 (Pad 뒷면에 Gap Gauge 가 삽입되지 않는가 확인- 0.03mm의 부분삽입은 허용) |
급 배 유 Leak 방지. 이상진동 발생방지 |
결합: 상・하 베어링 Ring을 조립하여 Pad 접촉상태를 점검하고 불량시 수 정한다. 좌・우 Side Liner에서 0.30㎜ Shim을 빼내고 접촉상태를 확인하여 Liner와 페데스탈사이의 간격을 측정 하여 그 양만큼의 Shim을 삽입. ☞ 좌・우 Side Liner의 상태에 따라 Ball Seat 접합에 나쁜 영향을 주므로 특히 주의할 것 |
| 베어링 조정Ring 상부수평 면 간극 |
조립시 | 관리치: 좌・우의 차이 0.50㎜ 이내 |
접촉중심 확보 |
하부 조정 Ring 조립시 좌・우 Level 을 동일하게 조정. 간극이 큰 쪽의 체결Bolt를 1차로 임시 체결하고 간극조정 완료후 최종 체결 |
| Tilting Pad 뒷면 접촉 |
분해시 | Double Tilting : 중앙부에 원형 혹은 타원형의 접촉. Single Tilting : 중앙부에 축 방향으로 늘어진 띠모양의 접촉. |
진동방지 | Pad 교체 |
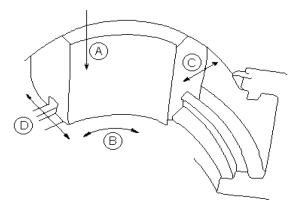
| Tilting Pad 이동량 |
교체시 | 관리치 : 축방향 Ⓐ 1.5±0.5㎜ 좌우(원주)방향 Ⓑ 3±1.0㎜ 상하 방향 Ⓒ 1.5㎜이상 Ⓓ 0.8㎜이상 |
진동방지 |
부적합 개소 수정
|
| Pad Bearing Seal Ring |
조립시 | 직경 간극 설계치 : 0.15~0.30㎜ 관리치 : 0.45㎜이내 경방향 움직임 : 설계치 반경 : 1.5㎜ 관리치 반경 : 1.0㎜이상 |
급유량 유지 |
1. Ring 교체 2. 움직이는 량이 부족할 때에는 Ring 외경 및 두께 수정 |
| Pad Bearing Oil Stop Fin |
조립시 | Fin 간격 설계치 상부 : 베어링 설계 간격의 최소치 하부 : 0.15㎜ 좌・우 : 상하 합계의 1/2 관리치 : 하부 : 0.15~0.25㎜ 상부 및 좌・우는 설계치 이상으로 하고 실제 상하 좌우 간극치 합계가 설계 최소 베어링 간극×2+0.8㎜ 이내 |
진동방지 베어링 급유량 유지 |
간격 조정 : Fin 선단을 Scraper나 줄 로 예각으로 사상가공 간격이 초과 될 경우에는 Fin 교체 |
| Pad Bearing Oil Fin선단 |
조립시 마다 |
관리치 : 선단이 0.50㎜이 하가 되도록 Sharp Edge 로 가공 |
Rubbing 방지 |
Scraper나 줄로 사상가공 |
| Bearing Pad 지지볼트 |
분해시 | 관리치 : Pad에 삽입되는 원주부(14.5φ)에 손상이 없 을 것 |
기능유지 | Bolt 교체 (절단이 자주 발생하면 Bolt 의 재질 변경을 검토) 보령 #3~#6호기 경우 SCM440QT ⇒ B5F5 B31로 대체 |
| Bearing Pad 지지볼트 삽입구멍 |
분해시 | 관리치 : 17.5φ 구멍에 손 상이 없을 것 |
기능유지 | 1. Plate형 : Pad를 공장에 반송하여 Back Plate 교체 2. Pad 뒷면 구멍형 : 손상 방지 경화 Bushing을 추가 삽입하거나 구조를 개조 |
| Thrust Housing 면의 어긋남 |
Pad 접촉 불량시 |
관리치: 차이 0.03이내 | 부분 접촉 방지 |
1. 상・하 접촉부 Dowel Pin 새로 교체 2. Dowel Pin Hole 재가공, Reamer 수정 |
| Thrust Plate의 경년변화 |
Pad 접촉 불량시 |
Pad 뒷면 접촉: 70%이상 평행도 편차 관리치: 0.025이내 두께 편차 관리치: 0.05㎜이내 ☞ Pad수량은 6~12개로 구성 |
부분 접촉 방지 |
1. Pad 뒷면 수정후 Taper Land 수정
2. 예비품과 교체 |
| Th r u s t Collar |
분해시 | 두께 편차 관리치 : 0.013㎜이내 |
부분 접촉 방지 |
새로 제작 |
| T h r u s t Collar와 Casing의 평행도 |
P a d Contact 불량시 |
관리치: 0.05÷D0 mm이내 (D0: Thrust Collar 외경) |
부분접촉 방지 |
1. Ball Seat 접촉부 접촉상태 및 Torque 점검 2. Thrust Casing의 평행도 수정 가공 |
| JOP 용 Metal Pot |
분해시 |
Pot 형상 A : 24~35mm
상세한 형상은 도면에 의함 |
Lift량 확보 |
도면지시 치수 형상의 모양지를 작 성하여 Scrapper 가공 비고 : JOP Oil 구멍내부에 가공에 의한 이물질이 들어가지 않도록 주의 ☞ Pot 내부 Metal에 박혀있는 이물 질은 전량 제거 |
| JOP Lifting 량 |
Turning 개시시 |
관리치 : 0.03㎜ 0.03㎜이하는 운전불가 |
유막 유지 |
0.05㎜ 이하일 경우 하부 베어링의 위치를 재조정하거나 JOP의 압력을 점검 |
| JOP Oil의 Drain량 |
J O P 운전 개시시 |
관리치 : 정격 토출 유량의 10%이하 |
Pump 기능유지 |
분해점검 : 제작자에 반송하여 점검 |
| JOP 운전 회전수 |
운전시 | 관리치 : Main Turbine의 정격회전수 의 ½ 이내 |
소손방지 | Interlock 개량 |
| Bearing 면압 |
하중 측정시 |
허용 면압(개략) 최소치 : 5㎏/㎠ 정도 최대치 : Cold시 26㎏/㎠, Hot시 21㎏/㎠ 상세한 것은 설계치에 따른다. |
소손방지 | Alignment 수정 |
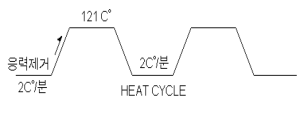
| Babbitt Metal 온도 |
운전중 | 경보 설정치: 107℃ (Babbitt는 131~150℃에서 경 화되고 경도가 HB 10~12로 저하한다.) |
소손방지 | 베어링 점검 Thermocouple 삽입상태 및 위치 확 인점검 |
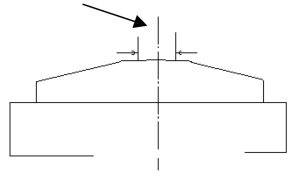
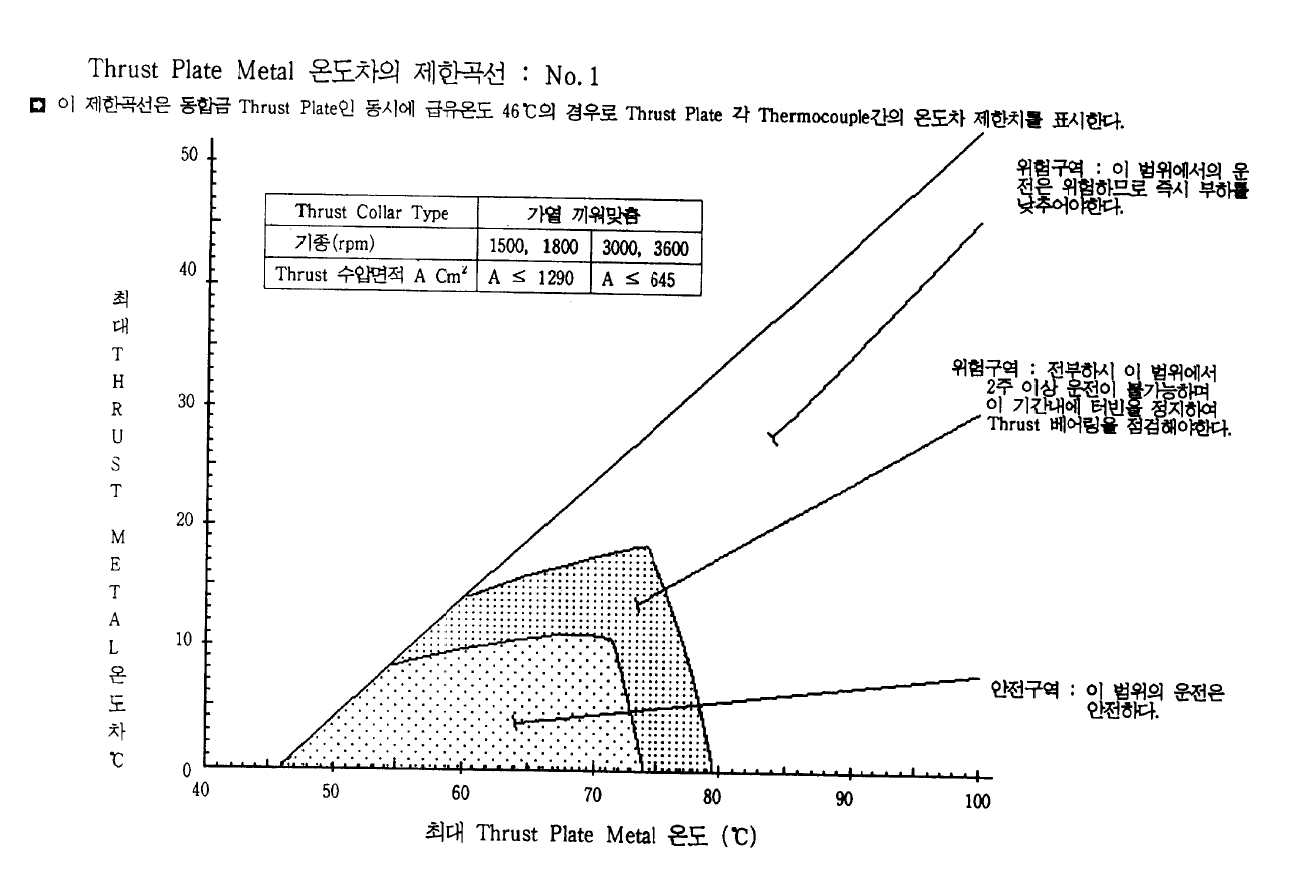
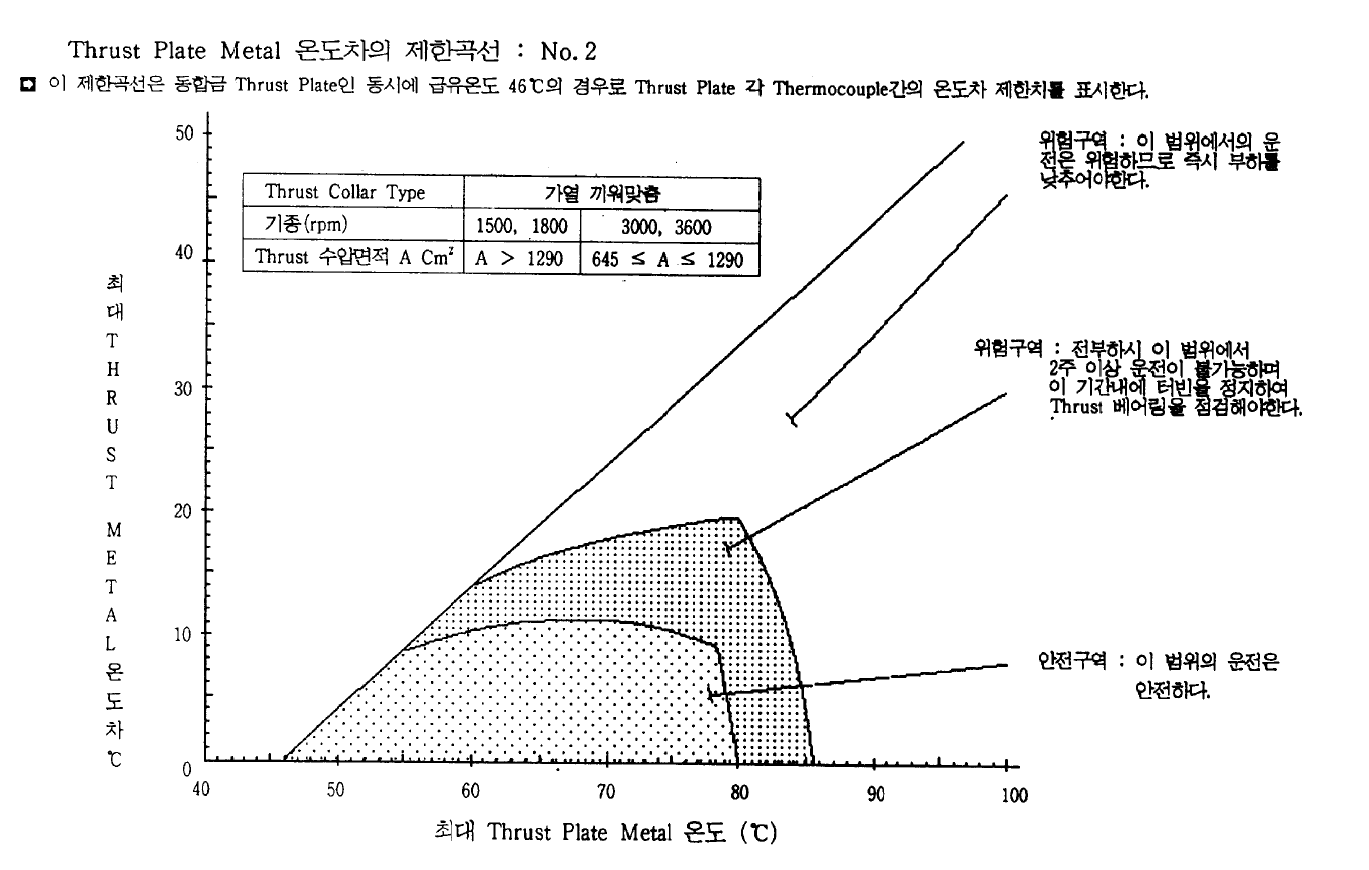
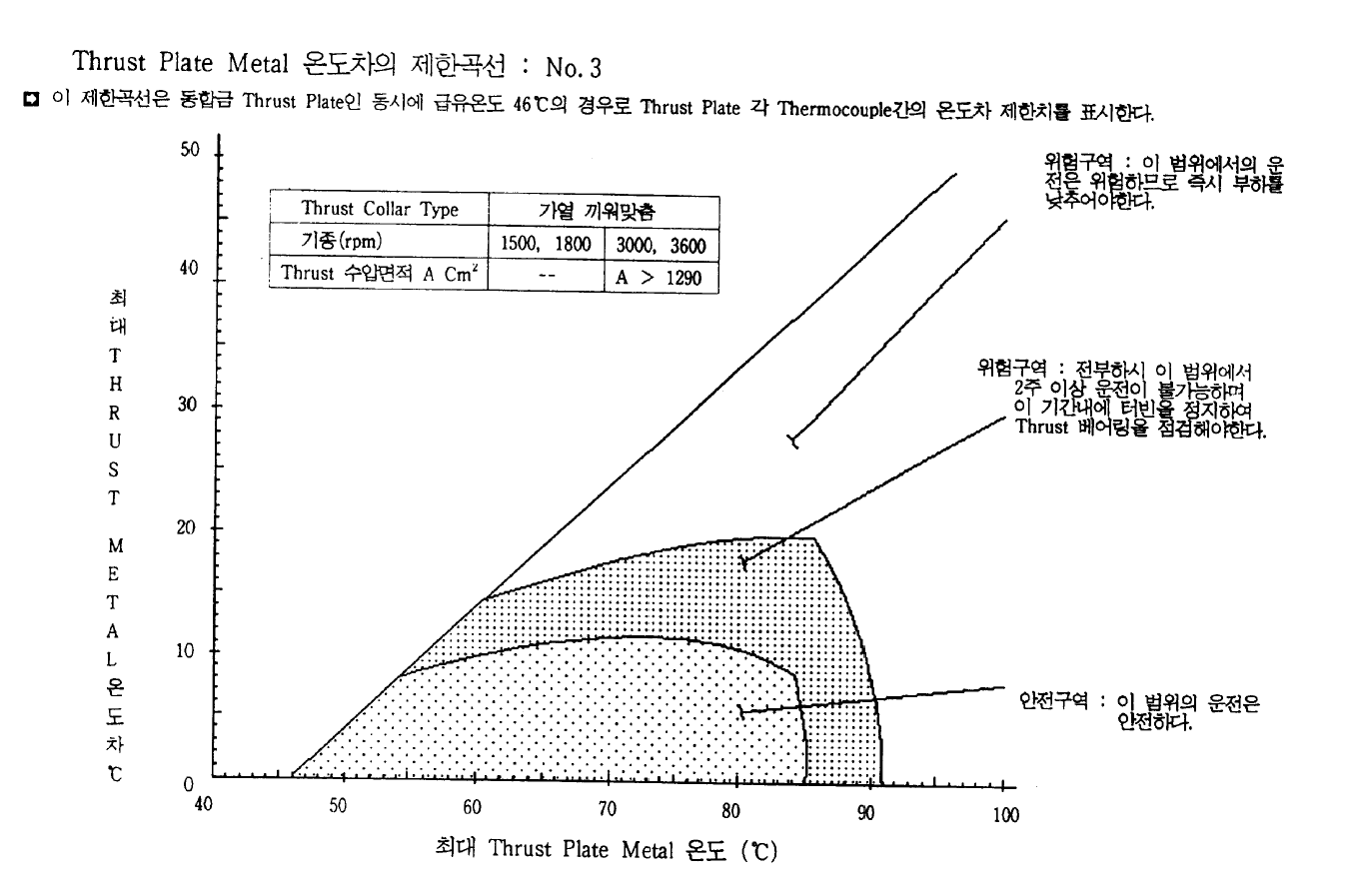
| Babbitt 온도차 (추력 베어링) |
운전중 | 안전구역 10℃ 개략치 주의구역 18℃ 주의구역에서 전부하로 2주일 이상의 운전은 불가 |
부분접촉 및 손상 방지 |
추력 베어링 점검 상세한 것은 제한 곡선에 따른다. (첨부도면 참조) |
| Bearing Tilt량 |
JOP Lift 부족 |
Tilt량(자유위치): 평행도 조정 상태가 유지되어 있을 것 |
부분접촉 방지 |
측정법: 저널을 0.25~0.35㎜ 들어 올린 후 저압부 베어링은 안쪽으 로 닿게 하고 고압부 베어링은 바 깥쪽으로 닿도록 경사지게 한 후 서서히 져널을 내려서 베어링 경 사량을 기록한다. |
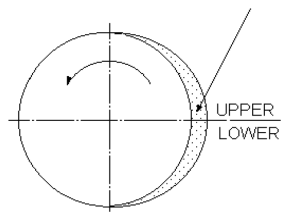
| Bear ing Oil Deflector 부 가공 (Slinger Dam) |
교체시 |
설계치: 우측 반원주 0.1~
|
손상방지 운전중 Rotor는 오른쪽으 로 밀림 |
접촉 확인: 30~ 50φ㎜ 정도의 Roller로 Babbitt면에 굴려 베어링 Oil Groove (Slinger Dam) 부분의 접촉상태를 확인하고 접촉 불량시 Scrapping한다. |
| Babbitt 박리. 가장자리 P.T |
4년 | 저널 베어링 | 추력 베어링 | 주급유펌 프베어링 |
Babbitt U.T: 밀착도 검사 시 80% 이상 확보되면 그 대로 사용하고 80%미만 은 Rebabbitting (추력베 어링은 새로 교체) |
||
| 원주방향 | 축방향 | 원주방향 | 축방향 | ||||
| 원주의 1/3이하 |
베 어 링 길 이 의 1/4 이하 |
원주의 1/3이하 |
베 어 링 길 이 의 1/4 이하 |
베 어 링 원주 10% 미만의 박 리 합계가 50% 미만 |
|||
| Bearing Ring 체결Bolt Torque |
조립시 | 볼트 크기 |
1-1/4 | 1-1/2 | 1-3/4 | 2 | 2-1/4 | 2-1/2 | 2-3/4 | 3 |
| 저널 베어링 |
50~ 60 |
55~ 65 |
60~ 70 |
70~ 80 |
80~ 90 |
90~ 100 |
95~ 105 |
100~ 110 |
||
| 추력 베어링 |
– | 110 | 120 | 135 | 150 | 160 | – | – | ||
| BFP-T의 조정 Ring이 없는 베어링 Cover 수평 Bolt의 체결 Torque 단위: Kg/m | ||||||||||
| 볼트 크기 |
3/4 | 7/8 | 1 | 1-1/4 | 1-1/2 | 1-3/4 | ||||
| 체결 Torque |
14~ 17.5 |
22~ 27.5 |
33~ 41.2 |
66~ 82.3 |
114~ 142 |
180~ 226 |
||||
| 한국표준형 500, 1000MW 기종은 Dial Gage를 설치 하여 +0.05mm까지 체결 (Torque 약 30Kg/m) |
진동방지 | ☞ Torque 체결시 Rotor 침하량은 0.03㎜이하, 관리치를 초과시에는 베 어링 Ring 조정 Liner 접촉상태를 다 시 점검 할 것 |
||||||||
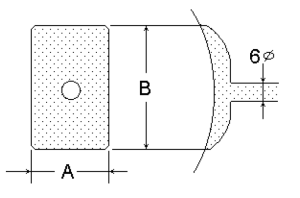
| 추력 베어링 Pad Pivot 의 마모 |
분해시 | Kingsbury Thrust Bearing 마모허용치(Kingsbury사 기준) |
한쪽 접촉 방지 |
새로 교체
|
||||
| 베어링 형식 |
φA치수 (mm) |
베어링 형식 |
φA치수 (mm) |
|||||
| J or JJ-5″ |
3.5 | J or JJ-12″ |
9.5 | |||||
| -6″ | 4.0 | -13.5″ | 10.0 | |||||
| -7″ | 5.0 | -15″ | 12.0 | |||||
| -8″ | 5.5 | -17″ | 13.0 | |||||
| -9″ | 6.5 | -19″ | 14.0 | |||||
| -10.5″ | 8.0 | -21″ | 15.0 | |||||