Vertical Pump and Other Cases
1. 해수 순환수 펌프계의 진동 해석 (Vibration Analysis of Sea Water Circulating Pump System)
2. 복수 펌프의 공진에 의한 고진동 검출 (Detection of High Vibration due to Resonance on Condensate Extraction Pump)
3. 원자력 일차계통 열이송 펌프의 고진동 (High Vibration on the Primary Heat Transfer Pump of Nuclear Power Plant)
1. 해수 순환수 펌프 진동 해석 (Vibration Analysis of Sea Water Circulating Pump System)
1.1 要約 (Summary)
대형 수직 펌프는 설치 면적이 적고 대용량 저수위용이라는 특징으로 인하여 발전 설비의 각종 펌프에 이용되고 있다. 그러나 수직 펌프는 외팔보 형태의 전동기대 위에 대형 중량물인 전동기가 위치하기 때문에 일반적으로 구조물의 고유 진동수가 낮아 저속 회전하는 운전 주파수와 접근하거나 일치됨으로써 심각한 공진 특성을 갖는 경향이 있다. 평택화력 1, 2호기 해수 순환수 펌프의 경우 10년이상의 과대 진동(최대 진동 550~600 ㎛, 기준치 : 210 ㎛)을 저감시키기 위하여 임시 방편으로 전동기 하부 플랜지와 지상 사이에 지지봉 4~6개를 설치하는 등 설비 운영에 상당한 어려움을 겪고 있었다. 따라서 이의 해결을 위하여 펌프의 동특성을 논리적으로 해석 및 실험할 수 있는 기술을 개발, 기존의 펌프를 새로운 형태의 시제품으로 제작하여 현장에 설치한 결과 진동 문제점이 완전히 해소되었다.
1.2 펌프 諸元 (Pump Specifications)
해수 순환수 펌프(CWP)의 용량은 23.100 m3/h, 양정 7.5 m, 전동기 용량 700 ㎾급으로 회전속도는 321 rpm이고 주요 제원은 다음과 같다.
탄성계수 = 210 G/m2 포아송비 = 0.3
밀도 = 7.850 kg/m3 전동기의 총질량 = 14.800 ㎏
고유 진동수 및 진동 측정에 사용한 진동 측정 위치는 그림 14-1과 같다.
1.3 構造 解析 및 實驗(Structural Analysis and Experiment)
일반적으로 펌프의 고유 진동수가 1, 2차 회전 주파수(5.4, 10.8 ㎐)의 20-30%이상 떨어지도록 설계할 필요가 있으나 1, 2차 고유 진동수인 8.75 ㎐와 9.75 ㎐가 회전 주파수의 2배 주파수 근처에 가까워 공진 현상을 일으키므로 전동기대의 강성 변경을 통해 2차 회전 주파수의 20%이상 떨어지도록 구조물의 고유 진동수를 변경하기 위한 구조 해석을 수행하였다.
(1) 유한 요소 모델
유한 요소 해석을 위해 상용 프로그램인 ANSYS 4.4A를 이용하여 모델링 및 해석을 수행하였다. 그림 14-2와 같이 유한 요소간의 연결성을 확보하기 위해 케이싱의 모든 부분은 면으로 표현하였다. 또한 해석의 정확도를 높이기 위해 요소의 가로와 세로간의 비 즉 형상비(Aspect Ratio)를 고려하여 먼저 선을 분할시킨 후 메쉬를 생성하였다.
그림 14-1 가진위치 및 측정위치 그림 14-2 유한요소 모델
토출 곡관부의 경우 그 형상도 복잡하고 토출구가 수직리브 및 수평리브와 서로 교차되고 있으므로 요소간의 연결성 및 형상비를 고려하여 요소를 분할하였다.
기존 모델에서 전체 요소의 개수는 2091개, 노드의 수는 2173개인데 반해, 시제품 모델은 전체 요소의 개수는 3673개, 노드의 수는 3326개이며 해석에서 나타난 전체 질량은 37969kg(전동기 14800, 지지 구조물 23169)이다. 또한 모델링에서 Key Point 수는 235개, Line Segment는 493개, Area수는 234개이었으며 Total Master D.O.F는 200으로 해석하였다.
(2) 유한요소 해석결과
기존 펌프의 정확한 동특성을 규명하기 위하여 유한요소해석 및 실험 해석을 병행하여 정확한 해석 모델을 구하고 이 모델의 취약한 강성을 보강하기 위해 전동기 지지 구조물의 형상 즉, 원통의 직경 및 두께, 리브의 두께 및 개수, 점검창의 크기, 플랜지의 두께 등을 변화시켜 전체 시스템의 고유 진동수가 운전 속도의 하모닉 성분으로부터 충분히 멀어지도록 시제품에 대한 경계 조건을 결정한 후 해석한 결과 1, 2차 고유 진동수는 아래 표 14-1과 같이 상당히 강성이 높아져서 고유 진동수가 대폭 증가되었으며 펌프 설치 상태에서 측정한 고유 진동수는 해석 결과와 잘 일치하였다.
표 14-1 유한 요소법에 의한 기존 펌프와 시제품의 고유 진동수 변화
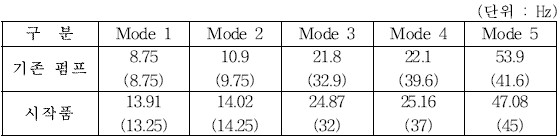
**( )는 측정치임
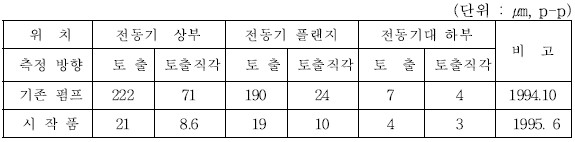
특히 1, 2차 고유 진동수가 기존의 전동기대에 비해 4.5 ㎐이상 증가하여 2배의 회전 주파수로부터 41%이상 멀어져 공진 특성이 사라진 것을 알 수 있었으며, 전동기대의 형상 및 두께 변화에 의한 강성 변경이 기대 이상의 효과가 있음을 알 수 있었다. 해석 실험한 결과를 바탕으로 설계 제작한 시제품을 현장에 설치후 운전중에 진동을 측정한 결과 표 14-2와 같이 222 ㎛(임시 지지봉이 설치 상태에서 측정한 값)에서 21 ㎛로 줄어졌으나 최대 진동치(600 ㎛)와 비교해 보면 1/30로 감소되었다.
표 14-2 구조변경 전, 후 펌프의 운전시 진동 비교
1.4 結論 (Conclusions)
평택화력 1, 2호기 해수 순환수 펌프 과도 진동 문제를 해결하기 위하여 기존펌프 구조물에 대한 고유 진동수를 측정한 결과와 ANSYS 코드를 이용한 해석 결과를 비교 검토하였으며 진동 저감 목적으로 펌프 지지 구조물 및 토출 곡관부의 진동 특성에 영향을 주는 여러 가지 설계변수(원통직경 및 두께, 리브 두께 및 개수, 플랜지 두께)를 정량적으로 규명하여 시제품으로 제작, 현장에 적용함으로써 평택화력의 장기 현안 문제점을 해결하였으며 과감한 투자를 하여 기존의 나머지 펌프도 확대 적용하였다.
2. 복수 펌프의 공진 (Detection of High Vibration due to Resonance on Condensate Extraction Pump)
2.1 槪要 (Introduction)
(1) 복수펌프 제원
• 펌프 형식 : 원심형, 양흡입, 수직 다단 펌프
• 펌프 수량 및 용량 : 3 대 × 50 %
• 전동기 정격 출력 : 3,800 ㎾
• 전동기 회전수 : 1,190 rpm (19.83 ㎐)
• 회전자 1차 임계속도 : 1,623 rpm
(2) 복수펌프 초기 진동이력
울진 원자력 1, 2호기 복수펌프는 시운전 당시(‘87. 6) 고진동 발생 (100 ㎛ 정도)
① 점검결과 : 공진의 영향으로 판명 (전동기 Reed Frequency가 20 ㎐에 근접)
② 조치사항 : 전동기 스탠드 하부에 동판(2 ㎜) 설치 (그림 14-3 참조). 전동기
스탠드와 전동기 베이스 플랜지 사이에 와셔(0.7 ㎜)를 삽입
그림 14-3 CWP 구조도
(3) 복수펌프 #2 진동이력
① 복수펌프 #2 전동기는 설치후 약 4년 동안 운전 후, ‘94년 취외하여 예비 전동기로 보관
② ’96. 5 복수펌프 #2 전동기 소손으로 재사용하고자 예비 전동기를 무부하 시험한 결과, 기동 직후 전동기 상부 케이싱
진동이 100~180 ㎛까지 상승
2.2 措置事項(Corrective Actions)
2.2.1 1차 진동점검 : 전동기 베이스 수평교정 (‘96.5.20~5.23, 5.28~5.31)
(1) 교정전 현황 (무부하 상태)
① 기동 직후 상부 케이싱 수평방향 진동이 50 ㎛정도에서 상승하기 시작
② 4분정도 경과 후에 20~200 ㎛로 수차례 Hunting 한 후 220~230 ㎛ 정 도에서 유지하다가 서서히 감소하여 1시간 20분 후에는 190 ㎛까지 감소
③ 위상각이 지속적으로 변화
④ 전동기 하부 축진동 FFT 분석결과, 1× 성분이 가장 컸음.
▷ 여러 개의 Subharmonic 성분과 0.5, 1, 1.5, 2, 2.5, 3, 3.5, 4, 4.5, 6× 성분이 나타남.
▷ 전동기 수평, 수직도 불량 및 전동기 내부의 Rubbing, Looseness, Roller Bearing Defect 등의 문제가 있는 것으로 판단
⑤ 전동기 가이드 베어링 온도는 상부 28.4℃, 하부 39.0℃로 약 10℃ 차이남
(2) 전동기 베이스 수평교정
① 전동기 수평, 수직도 교정을 위해 전동기 스탠드 수평상태를 점검한 결과, 펌프 출구측으로 55/100 ㎜ 기울어져 있음을 확인하고 측정결과에 따라 Shimplate를 삽입
② 축정렬 상태가 운전중 쉽게 변하는 것으로 판단되어, 체결력을 증대시키기 위해 기존의 전동기 Reed Frequency 조정용 와셔는 제거
③ 조립후 전동기 Reed Frequency 시험결과 정지상태에서 16.8 ㎐를 나타냄
④ 전동기를 재기동하여 무부하시험 결과는, 60 ㎛까지 상승하였다가 서서히 감소하여 1시간 30분 경과후에는 35~45 ㎛로 안정되고 위상각도 안정
⑤ 전동기를 재기동하여 부하시험 결과는, 100 ㎛까지 상승하였다가 서서히 감소하여 3시간 30분 경과 후에는 40~45 ㎛로 안정
2.2.2 2차 진동 점검 : Weight Balancing (‘96.9.4~9.9)
(1) 진동현황
① 전동기 베이스 수평교정으로 고진동(190 ㎛)을 감소시켜 40 ㎛ 내외 상태에서 약 1개월 15일 정도 운전 후 교체운전을 위해 정지한 다음, ’96. 8 재 기동시 초기에는 양호한 진동상태를 나타내다가 3일 정도 경과 후에는 110~140 ㎛까지 상승
② 분해시 축정렬 상태를 점검한 결과, 22/100 ㎜(OD, TIR) 정도 변형
(2) 전동기 Reed Frequency 시험
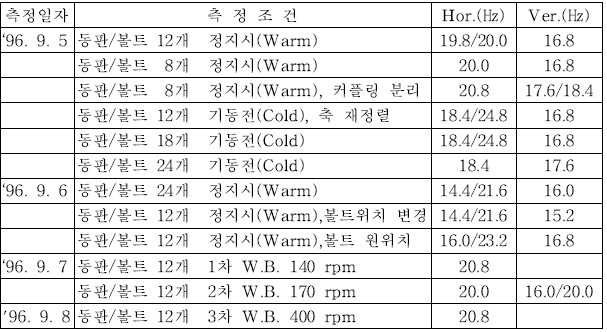
① 전동기 Reed Frequency 시험 결과는, 운전상태에서 운전주파수 20 ㎐와 일치하거나 아주 근접하여 공진이 발생한 것으로 판단됨 (표 14-3 참조).
표 14-3 전동기의 Reed Frequency 측정치
② 정상적으로는 전동기 Reed Frequency를 운전주파수 보다 높여(25% 이상) 운전중 공진이 발생하지 않도록 하여야 하나, 이는 상세 설계후 전동기 지지 부위 구조를 바꿔야 하기 때문에 기존의 방법대로 하되, 동판은 그 동안의 사용으로 강성이 증가하였을 것으로 판단되어 교체토록 하고 전동기 베이스 수평교정을 동시에 할 수 있도록 와셔형으로 제작토록 함.
(3) Weight Balancing
운전을 하기 위한 임시조치로 Weight Balancing을 실시
① 공진에 의한 영향으로 취부위치에 따라 Sensitivity가 큰 차이를 나타냄.
② 볼트 체결위치 및 수량에 따라 진동변화가 크게 나타남.
③ 최종 Weight Balancing 후의 전동기 케이싱 상부 수평방향 진동은 50 ㎛ 정도로 안정
2.2.3 3차 진동점검 : 전동기 Reed Frequency 조정 (‘96.9.12~9.15)
(1) 조정전 현황
① 운전을 하기 위한 임시조치로 Weight Balancing을 실시하여 40~50 ㎛로 감소시켰으나, 14시간 운전 후 140 ㎛까지 급상승하여 정지하고, 작업준비후 재점검을 실시
② 분해시 축정렬 상태를 점검한 결과, 25/100 ㎜(OD, TIR) 정도 변형
(2) 전동기 Reed Frequency 조정
① 전동기 Reed Frequency 조정용 동판 교체 및 와셔 삽입
② 전동기 베이스 수평 교정용 Shimplate를 와셔형으로 제작하여 와셔와 함께 삽입
③ 공진 가능성을 확실히 배제하기 위해 전동기 수평방향 체결볼트를 모두 취외하고 수직방향으로 체결볼트 수를 추가(6→12개)
④ 운전중 축정렬 변화를 최소화하기 위해 체결 볼트 토오크를 증가(42→45 ㎏․m)
⑤ 전동기 Reed Frequency 시험 결과는 표 14-4와 같다.
표 14-4 전동기의 Reed Frequency 측정치
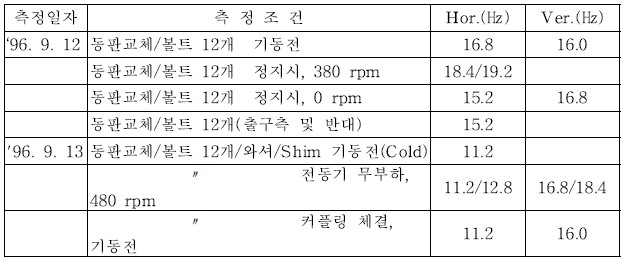
⑥ 표 14-4와 같이 조치한 후 기동한 결과, 부하상태에서 초기에는 전동기 상부 케이싱 수평방향 진동이 50 ㎛까지 상승하였다가 2시간 30분 경과후에는 수평, 수직방향 모두 30 ㎛ 이내로 양호한 상태이나, 약 15 ㎛ 정도의 주기적인 맥놀이(Beat) 진동이 발생
2.3 原因과 結果(Cause and Effect)
① 1차 진동교정 (전동기 베이스 수평교정) 후 상승한 것은, 당시 전동기 Reed Frequency가 운전주파수 아래에서 근접한 상태에서 있다가 시간의 경과에 따라 동판의 탄성 감쇠로 강성이 증가하여 공진이 발생한 것으로 판단됨.
② 복수펌프 #1과 3는 기동직후 진동이 거의 안정적이나, 복수펌프 #2는 기동 후 전동기 권선온도 상승과 함께 진동도 조건에 따라 상승폭은 다르지만 서서히 상승하였다가 안정되는 현상이 뚜렷한 것으로 보아 전동기 권선 조립상태가 원활하지 않은 것으로 판단됨.
③ 간헐적으로 나타나는 큰 폭의 진동 Hunting은 케이블에 의한 Noise 가능성도 있으나, 베어링과 같은 내부 부품의 조립상태가 원만하지 못한 것으로 판단됨.
④ 복수펌프 #2는 축정렬상태 및 전동기 베이스 수평상태가 다른 것에 비해 변화가 크며, 이에 따른 진동변화도 상당히 민감함.
⑤ 진동의 주기적인 Hunting 및 맥놀이 진동은, 전동기 베이스 수평상태 불량 및 계통에서 전달되는 진동으로 판단됨.
2.4 結論(Conclusions)
① 복수펌프 #2 고진동의 주원인은 공진에 의한 것으로 판단되며, 이것을 조정하기 위한 동판은 장기간 사용시 강성이 증가하므로 주기적인 점검 및 교체가 필요
② 또한 진동에 크게 영향을 미치는 축정렬상태 및 수평, 수직상태 변화를 점검하여 계속 변화시는 Dowel Pin 설치 등 변화 방지를 위한 조치가 필요
③ 기동시 전동기 권선온도 증가에 따른 진동상승 후 감소하는 현상 및 진동곡선에서 작지만 간헐적으로 보이는 Step 변화는 내부 구성품의 조립상태가 양호하지 않은 것으로 판단되므로 전동기의 정밀점검이 필요
④ 진동의 주기적인 Hunting 및 맥놀이 진동은, 전동기 베이스 수평상태 및 계통에서 전달되는 진동으로 판단되므로 정확한 점검과 추가 검토가 필요
3. 원자로 열이송 펌프의 고진동 (High Vibration on the Primary Heat Transfer Pump of Nuclear Power Plant)
3.1 槪 要 (Introduction)
중수로형 원자력발전소에서는 원자로에서 발생한 핵반응열을 흡수한 중수를 순환시켜, 증기발생기에서 열교환하여 발생된 증기로 터빈을 구동하고, 터빈과 연결된 발전기에서 전기가 생산된다. 원자로에서 증기발생기로 중수를 순환시키는 계통은 2개의 Loop로 되어있으며, 각 Loop 별로 수직형 열이송펌프(PHT 펌프)가 2대씩 병렬로 설치되어 있는데, 펌프케이싱은 흡입배관 위에 용접되어 있고 펌프케이싱 상부에 전동기 지지대를 설치하여 그 위에 전동기를 조립하도록 되어있다 (그림 14-4 참조).
월성원자력 발전소 3호기 시운전 중, 열이송펌프(PHT 펌프) 4대의 무부하 시험시 #2 펌프 메커니컬 씰 하우징의 진동이 8.4 ㎜/s까지 상승하여, 제작사의 권고에 따라 지진발생시 전동기의 움직임을 제한하기 위한 Seismic Pad를 전동기 상부 Frame에 완전히 접촉시켜 제작사 경보치(4.2 ㎜/s) 이내로 감소시켰으나, 고온기능시험을 위해 펌프를 기동하여 열이송 계통을 가열하는 중에 #4 펌프 메커니컬 씰 하우징의 진동이 기준치(5.5 ㎜/s)를 훨씬 초과한 8.0 ㎜/s까지 상승하여, 정확한 원인조사 및 조치작업을 수행하게 되었다.
3.2 現 況 (Status)
3.2.1 電動機 및 펌프 諸元 (Specifications of Motor & Pump)
∙ 제작사 : Sulzer Bingham
∙ 형식 : 수직형 원심펌프
∙ 용량 : 9000 HP (355 Amp)
∙ 회전수 : 1787 rpm
∙ 임펠러 수 : 5개
∙ 진동계측기 : 케이싱(진동), 축(Run-Out)
3.2.2 建設 履歷 (Construction History)
① 펌프설치시 자료에 의하면 펌프 Bowl의 상부 수평면을 제작사측 규정치(<0.058 Degree, 1.01 ㎜/1 m, =1.3 ㎜/53 in)에 따라 맞추고 배관을 용접한 후 그 위에 전동기 스탠드와 전동기를 각각 설치하였다.
그림 14-4 열이송 펌프 개략도
② 일차계통의 온도증가로 인한 펌프 및 배관의 열팽창의 영향을 제한하는 억제장치는 규정치 및 도면에 따라 설치하였다.
③ 펌프 Bowl 설치시 #2 펌프 용접불량으로 재작업을 실시한 바 있다.
④ 펌프조립 자료에 의하면 축정렬 및 각종 간극은 규정치 이내로 조립되었다.
3.2.3 試運轉 및 整備 履歷 (Commissioning & Maintenance History)
① 현장 설치후 #2, 4 펌프의 전동기 단독 무부하 시험시 진동은 제작사 경보치(4.2 ㎜/s)를 초과하여 8.4 ㎜/s, 4.5 ㎜/s 이었다. 따라서, 제작사의 권고에 따라 전동기 상부 Seismic Pad의 간극(기준치 : 최대 1.6 ㎜)을 없애고 완전 접촉시켜 운전한 결과, 진동치는 경보치 이내로 낮아졌다.
② 펌프와 연결하여 기동후 냉간상태에서 #2 펌프 메커니컬 씰 하우징의 펌프 출구측 직각방향의 진동치는 5.0 ㎜/s로서 경보치에 근접하였으며 최고치를 나타냈다. 일차계통의 온도가 상승하면서 #2 펌프에서 최고치를 나타냈던 진동은 3.2 ㎜/s 정도로 감소하였으나, 이번에는 #4 펌프 메커니컬 씰 하우징의 펌프 출구측 방향 진동이 8.0 ㎜/s까지 상승하였다.
③ 운전원에 따르면 #4 펌프 기동시 계통압력이 낮은 상태에서는 Hand Barring이 잘되었으나, 계통압력이 80bar 정도에서는 Hand Barring이 되지 않아 단계적으로 압력을 변화시켜 Hand Barring을 실시하였다.
④ 시운전중 #4 펌프의 메커니컬 씰이 손상되어 교체한 실적이 있으며, 운전중 Seal Leak Off 가 다른 것에 비해 많게 나타났다.
3.2.4 資料 檢討 (Data Review)
① 전동기 공장시험 및 무부하 운전시 자료에 의하면 #2, 4 전동기가 다른 전동기에 비해 조립 및 현장설치 상태가 다소 불량한 것으로 판단되었다.
② 펌프 Bowl 설치시 수평기준(1㎜/m)은 배관용접시 수축량의 허용치를 기준으로 산출한 것으로 판단되며, 일반적인 수평기준치(1㎜/4m)보다는 다소 컸다.
③ 전동기 상부 Seismic Pad는 기준치대로 간극을 주어 전동기가 상하 방향으로 자유롭게 이동할 수 있도록 되어야 하나, 진동을 감소시키기 위해 완전 접촉시킴으로서 전동기의 이동이 억제되어 부가적인 진동이 발생한 것으로 판단되었다.
④ 일차계통의 온도가 증가하면서 진동이 변화하는 것은 열팽창에 따른 펌프 및 배관의 이동 및 관련 지지물과의 간섭에 의한 영향으로 판단되었다.
3.3 精密點檢 및 分析 (Close Inspection & Analysis)
3.3.1 事前點檢 및 措置 (Preliminary Check & Actions)
① 전동기 지지대 상부 기계가공면 수평도 측정
Straight Edge(2m)를 사용하여 전동기 지지대 상부 기계가공면에서 수평상태를 측정한 결과 그림 14-5에서와 같이 #2, 4 펌프에서 각각 2.89 ㎜, 3.35 ㎜ 기울어졌으며, 제작자의 설치기준치(1 ㎜/m)보다도 훨씬 초과되었다.
그림 14-5 펌프별 전동기 지지대 상부면 수평도 측정
② 펌프 출구배관 Restraint 간극 측정
펌프 출구측 배관의 과도한 이동을 억제하는 Restraint의 간극(설계치 5.8 ㎜)을 측정한 결과, 그림 14-6에서와 같이 #2, 4 펌프에서 간극이 각각 1.5/0.1, 0.1/1.7 ㎜로서 설계치보다 훨씬 작았다. 이 값은 온도상승시 열팽창을 수용하기 어려운 상태이나 당시 온도(40℃)가 완전 냉각상태가 아니므로 냉각 후 재측정하여 그 결과에 따라 추후 조정키로 하였다.
③ Seismic Pad에 의한 영향을 알아보기 위해, 진동이 낮은 #1 펌프와 진동이 높은 #4 펌프의 Seismic Pad를 제거하였다.
④ 정확한 축진동자료 수집을 위해 Keyphasor를 설치하였으며, 공진여부를 점검하기 위해 냉간상태에서 Impact Test를 실시한 결과, #4 펌프에서 운전주파수인 29.9㎐에 가까운 27.0 및 31㎐가 나타났으나, 전동기 상부 Seismic Pad가 완전 접촉되어 있어 정상 운전조건과 다르므로, 정확한 측정을 위해 고온상태에서 재점검키로 하였다.

그림 14-6 #2, 4 펌프 출구측 배관과 Restraint 간극측정 자료
3.3.2 一次 負荷運轉 試驗時의 狀況 (The Condition of the 1st Load Test)
① 기동후 온도가 상승하기 전의 진동은 지금까지의 진동상태와 거의 비슷하였으며, #4 펌프 메커니컬 씰 하우징(펌프 출구측 방향)의 진동이 4.17/4.89 ㎜/s로 다른 펌프에 비해 가장 높게 나타났다.
② 펌프 축진동은 #3 펌프에서 270 ㎛, #4 펌프가 120 ㎛ 정도로 #3 펌프에서 가장 크게 나타났다.
③ 그림 14-7에서 보는 바와 같이 일차계통의 온도상승 후(260℃) 다른 펌프들의 진동은 큰 변화가 없었으나, #4 펌프 메커니컬 씰 하우징(펌프 출구측 방향)의 진동은 123℃ 부근에서 크게 변하기 시작하여 계통온도가 130℃ 부근에서 기준치(5.5 ㎜/s)를 초과한 9.3 ㎜/s까지 상승하여 최고치를 나타냈다가 시간경과에 따라 약간 감소되어 안정되는 추세였으나, 계속적인 진동 Hunting이 심하게 나타났다.
④ 그림 14-8에서와 같이 축진동 및 케이싱진동 주파수분석 결과, 운전주파수 성분인 1× 진동이 가장 크게 나타났으며, 상온상태에서 부터 크기는 다르나 5× (Impeller Blade Passing Frequency) 진동이 전 펌프에서 두드러지게 나타났다.
그림 14-7a #4 펌프 기동후 과도상태에서의 Overall 진동 Trend Plot
그림 14-7b #4 펌프 기동후 과도상태에서의 1× 진동 Trend Plot
그림 14-8 #4 펌프 메커니컬 씰 하우징 진동 주파수분석 결과
⑤ 그림 14-9a에서와 같이 #4 펌프 기동후 4시간 경과시 전동기 상부의 진동주파수 분석결과, 전체 진동은 300 ㎛ 정도이며, 이중 수직방향의 4.375㎐ 성분이 204 ㎛ 정도로 크게 나타났으나, 그림 14-9b에서와 같이 기동후 39시간 경과한 고온상태에서는 저주파수 진동들이 거의 사라졌다.
(a) (b)
실선 : 펌프 출구측의 직각방향 진동
점선 : 펌프 출구측방향 진동
그림 14-9 #4 펌프 전동기 상부 진동특성(a : 기동후 4시간 경과, b : 39시간 경과)
⑥ 계통온도가 완전히 상승한후 #2, 4 펌프 출구측 배관과 Restraint 사이의 간극측정 결과, 3.3.1 ②에서 측정한 간극이 이미 배관의 열팽창 이동으로 완전 접촉되어 있었다.
⑦ 그림 14-10에서와 같이 온도증가에 따라 모든 펌프가 펌프 흡입배관 반대방향(Reactor쪽)으로 이동하였는데 #3 펌프는 최고 3.85 ㎜ 이동하였으나, #4 펌프는 다른 펌프들의 이동량에 비해 훨씬 적게 0.8 ㎜ 이동되었다.
그림 14-10 냉간상태로부터 정상운전 온도까지의 펌프 Bowl 이동량 측정
3.3.3 一次 負荷試驗 結果 檢討 (Review of the 1st Load Test Results)
(1) 펌프 Bowl/전동기 스탠드 수평 Level의 영향 검토
① 구조상 무거운 전동기가 직경이 작은 펌프 Bowl에서 지지되고 있어 전동기의 작은 불평형에도 쉽게 진동하는 특성이 있으며, 특히 펌프 및 전동기의 Flange 수평도가 불량할 경우, 회전체가 기울어져 회전하므로서 운전상태에서의 무게중심과 기하학적 회전중심이 일치하지 않아 불평형 진동이 높게 나타나며, 또한 구조물의 온도변화시 강성변화로 진동도 변화하고, 운전조건에 따라 수평도도 변화하여 내부구조물에서의 간섭 혹은 국부적인 부하증가로 급격한 진동변화 현상이 나타난 것으로 판단된다.
② 따라서 #4 펌프에서 진동이 심하게 Hunting 하고, 서서히 증가하였다가 안정되는 현상은 펌프 및 전동기의 Flange 수평이 잘맞지 않았을 때 나타나는 현상으로 판단되었다.
③ 전동기 Reed Frequency 시험결과에 따르면, 그림 14-9에서 보듯이 기동후 4시간 경과시 수평방향으로 1.875㎐와 수직방향으로 4.375㎐ 성분이 나타났으며, 온도상승에 따라 전동기의 Reed Frequency도 변화하여 각각 2.5와 5.0㎐로 상승하는 것은 구조물의 강성도 변하고 메커니컬 씰 하우징의 진동모드도 바뀌어 진동이 변화할 수 있음을 나타내준다.
(2) 펌프 출구측 배관 Restraint 간극 영향 검토
펌프 출구측 배관 Restraint 간극측정 결과(그림 14-6 참조), 배관이 펌프 출구측으로 열팽창하여 완전 접촉되어 운전중 배관 및 펌프 케이싱의 진동모드를 변화시켜 씰 하우징 진동에 영향을 주는지의 여부를 검토하였다.
• 출구배관의 열팽창 계산
– 배관의 열팽창 = α․L․Δt
– 11.7 × 10-6 × (124 × 25.4) × (265-15) = 9.21 ㎜
이 9.21 ㎜는 펌프를 중심으로 양쪽 출구배관의 총 팽창량이므로 한쪽 출구배관의 팽창량은 9.21 ㎜/2 ≒ 4.6 ㎜이다. 따라서, 정상운전중 출구측 배관과 Restraint 사이의 간극이 4.6 ㎜ 이상이 되어야 배관이 자유롭게 팽창하게 된다.
그런데, 도면상에 펌프 출구측 배관 Restraint 설계간극은 0.23“(0.58 ㎜)로 표기되어 있었고, 위의 열팽창 계산치를 고려하여도 0.23”(5.8 ㎜)가 정확한 값인데, 건설시 도면치수 확인시 오류로 인해 간극을 0.58 ㎜로 조정 설치되어 있었다.
그림 14-6에서 온도가 40℃ 일 때 #4 펌프의 Restraint Gap은 큰 쪽이 1.5 ㎜이며, 작은 쪽은 0.1 ㎜이었다. Gap이 큰 쪽과 작은 쪽이 열팽창으로 접촉하는 펌프 내부의 온도는 각각 1.5/4.6×(265-15)℃+40℃ = 121.5℃, 0.1/4.6×(265-15)℃+40℃ = 45.4℃이며 양쪽 Gap이 Zero가 되는 온도는 (1.5+0.1)/9.21×(265-15)℃+40℃ = 83.4℃ 이다.
이 계산결과에서 큰 쪽 간극만을 고려하면 120℃ 부근에서 배관과 Restraint가 접촉하는 것으로 나타났으나, 실제는 온도의 증가에 따라 양쪽으로 팽창하여 한쪽이 먼저 접촉할 경우 다시 반대방향으로 팽창하므로 83℃ 부근에서 접촉되므로, 123℃~130℃ 부근에서 진동이 급변한 것은 간극부족에 의한 열팽창 구속이 주원인이 아닌 것으로 판단되었다.
(3) 유체에 의한 Unbalance 영향 검토
주파수 분석결과, 모든 펌프에서 상온상태부터 크기는 다르나 5× (Impeller Blade Passing Frequency) 성분이 나타나는 것은 현재 원자로 내부에 구조물이 없는 상태이므로 저항이 적어 유량이 설계치보다 많아(약120%) 가진력이 커진 결과로 판단된다.
(4) 전동기 상부 Seismic Pad 간극 영향 검토
Seismic Pad의 완전 접촉에 따라 진동모드 변화 가능성이 많은 것으로 예상하였으나 실제 Seismic Pad를 완전 제거하고 #1, 4 펌프를 기동한 결과 메커니컬 씰 하우징 진동에 큰 차이가 없는 것으로 보아 이로 인한 문제는 아닌 것으로 판단되었다.
3.3.4 一次 負荷試驗 結果 措置事項 (Actions Based on the 1st Load Test Results)
① 전동기 지지대 수평도 수정
앞에서 1차 부하시험 결과를 검토한 결과, 펌프의 주진동 원인은 전동기 지지대 수평도 불량으로 판단되었으나, 전동기 지지대 수평도 수정은 펌프 구조상 전동기를 취외하고 펌프 흡입배관에 국부적인 열을 가하여 수행해야 하므로, 작업이 어렵고 소요기간이 길어 아래 조치사항에 따른 변화를 점검후, 그 결과에 따라 조치키로 하였다.
② 펌프 출구배관 Restraint 간극조정
설계치보다 적은 출구배관 Restraint 간극은 이상 진동 상승현상의 주원인은 아닐 것으로 판단되었지만, 설계치보다 훨씬 적게 되어 있어 배관 및 Restraint에 과도한 응력이 걸리지 않도록 하기 위해 설계치인 0.23″(5.8 ㎜)로 조정함.
③ 전동기 상부 Seismic Pad 간극조정
1차 부하시험 결과 전동기 상부의 Seismic Pad의 간극은 진동 상승현상과 전혀 관계가 없었으므로, 기준 간극(최대 1.6 ㎜)으로 원위치함.
④ 전동기 지지대 Bolt Torque 점검
3.3.5 二次 負荷運轉 試驗 結果 (The Result of the 2nd Load Test)
2차 부하운전시 상온 및 고온상태에서 진동현상은 1차 기동시와 유사하게 나타났으며, 특히 일차계통 온도가 130℃ 부근에서 급상승하는 현상도 그대로 나타났다. 따라서 이상 진동 현상의 원인은 1차 부하운전 시험후 조치한 출구배관 Restraint 간극 부적절, 전동기 상부 Seismic Pad 간극 부적절 및 전동기 지지대 Bolt Torque의 부적절에 의한 영향이 아닌 것으로 판명되었다.
3.3.6 #4 펌프 電動機 支持臺 變形 試驗
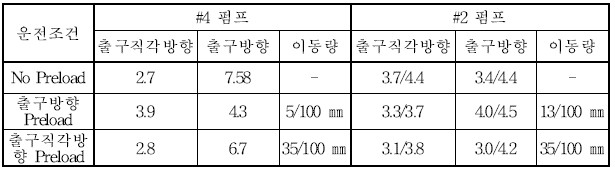
전동기 펌프 지지대를 인위적으로 변형시켰을 때의 진동 변화를 관찰하기 위해, Hot 상태에서 전동기 지지대 및 펌프 Bowl 사이에 Oil Jack으로 힘을 가해 Seal Housing에 변화(강성 및 내부 조립상태)를 주기 위해 #4 펌프의 출구방향으로 Preload를 가한 결과 표 14-5와 같이 진동의 변화가 크게 나타났다.
따라서 이상진동 발생원인은 수평 및 수직도가 불량하여 기울어진 상태로 운전되어 펌프 내부에서 국부적으로 힘을 받음으로써 진동이 유발된 것으로 판단되었다.
표 14-5 Oil Jack으로 Seal Housing에 힘을 가한후 진동 (단위 :㎜/sec)
3.4 #4 펌프 電動機 支持臺 水平度 矯正후 振動
(Vibration after Modification of the Pump #4 Motorstand Level)
3.4.1 #4 펌프 電動機 支持臺 水平度 矯正 (Modification of the Pump #4 Motorstand Level)
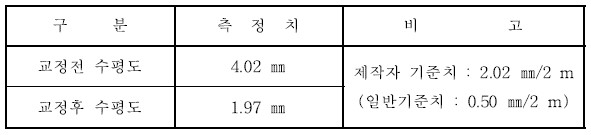
전동기를 취외하고 펌프 흡입배관을 가열하여 표 14-6과 같이 전동기 지지대의 수평도를 교정하였다.
표 14-6 흡입배관 가열 전후의 수평도 비교
3.4.2 無負荷시의 振動
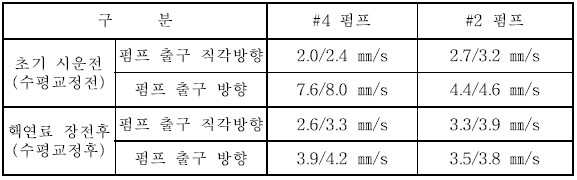
전동기 지지대의 수평도를 교정한 후, 전동기 무부하시험시 펌프 출구방향의 진동은 교정전보다 훨씬 감소하였다 (표 14-7 참조).
표 14-7 핵연료 장전 전후의 진동 비교

또한 메커니컬 씰 하우징에서 펌프 출구방향의 진동이 교정전에는 기동후 4시간 정도 경과후에 수직상승하였으나, 수평교정 후는 계통의 온도상승에 관계없이 안정적으로 4.0~5.0 ㎜/sec를 유지하였다.
3.4.3 核然料 裝塡 後 振動 (Vibration after Fuel Loading)
핵연료 장전에 의한 마찰력 증가로 펌프유량이 감소(약20% 정도)하여 가진력이 감소하므로 진동도 감소하였다 (표 14-8 참조).
표 14-8 핵연료 장전 전후의 진동 비교
3.5 結 論 (Conclusions)
① 지금까지의 상황을 종합할 때, 일차계통 열이송펌프의 고진동은 설치과정에서 여러 가지 오류가 복합되었지만 그 중에서도 전동기 지지대 수평도 불량이 가장 큰 영향을 미친 것으로 나타났다.
② 일반적으로 수직펌프에서 제작사의 설계에 문제가 없는 한, 고진동은 수평, 수직도(1 ㎜/4 m)상태에 따라 민감하게 나타나므로, 초기 설치시나 예방정비시 이를 점검하여 고진동을 사전에 예방하는 것이 바람직하다.
4. 왕복동 압축기 Piston Rod 진동 (The Value of Piston Rod Vibration Measurement in Reciprocating Compressors)
정제공장에서의 수소화 분해(Hydrocracking)공정은 이 공정중에 소모된 수소를 보충하기 위한 보충 수소를 필요로 한다. 이 수소는 2개의 수소 보충용 왕복동 압축기에 의해 압축된다. 각각의 압축기는 연속적으로 운전하여 필요한 수소량을 100% 공급하고 있으며, 이 두 압축기 중에서 하나가 정지되면 공급이 반으로 줄게 된다. 이 Hydrocracker Unit는 정제 공장에서 중추적인 설비이므로, 수소 보충 압축기는 정제 공장의 수익성과 직접적인 관련이 있는 중요 설비이다. 지난 한해동안 주로 Crosshead 부분과 밸브에서 심각한 신뢰도의 문제점이 발생하여, 이용율이 감소되어 수익성이 크게 줄어들었다.
압축기의 문제점을 해결하기 위하여 운전, 정비 및 장비 신뢰도 분야를 대표하는 직무팀이 조직되었다. 개발된 포괄적인 프로그램 중에 기계상태 감시 프로그램이 포함되어 있다. 이 프로그램은 한 달에 두 번씩 진동 데이터를 수동으로 기록하고, 두 달에 한번씩 압력과 체적을 전자 분석하며, 매일 순회점검을 실시하는 것으로 되었다. 이의 목적은 일련의 기계기준 자료를 만들어, 진동 분석으로 예지 정비의 수행이 가능한지를 알아보기 위한 것이었다.
각각의 Distance Piece에 가속계를 부착하고, 각각의 Piston Rod의 Packing Box에 Rod Drop Probe를 부착하였으며, 각각의 Cylinder Head에 Velometer 속도 센서를 부착하여 진동 데이터를 수집하였다 (그림 14-11 및 14-12).
Velometer Sensor는 가동부가 없는 Piezo-Velocity Sensor이다. 이 진동 데이터는 Bently Nevada의 ADRE for Window 시스템에 기록되었다. ADRE for Window는 진보된 휴대용의 기계 진단 장비로서, 정상 상태 및 기동 정지시의 진동 데이터를 모두 16개까지의 변환기로부터 동시에 수집한다. 이것은 정확한 문제점의 진단에 강력한 도움을 주는 많은 그림들을 화면에 나타낸다.
그림 14-11 변환기의 설치 위치 및 방향을 나타내는 기계 배치도
그림 14-12 Rod Drop Proximity Probe의 설치
4.1 機械 諸元 (Machine Specification)
수소 보충용 왕복동 압축기(Unit G203A와 G203B)는 375 ㎾(500 HP)의 전동기로 구동되는 복식 4-실린더 기계이며, 흡입 압력은 1380 ㎪(200 psig)이고 3단의 압축 단에서 1140 ㎪(2000 psig)로 토출한다. ADRE 시스템을 이용하여 각 실린더에 대해 Piston Rod의 진동(정류되지 않은 파형)을 정기적으로 기록하였는데, 4개의 실린더에서의 일반적인 진동수준은 152~254 ㎛ p-p의 범위였다.
4.2 資料 分析 (Data Review)
기계의 상태를 평가하기 위해 2~4주마다 자료를 수집하였다. 그림 14-13은 8월 31일에 수집한 전형적인 Rod Drop 진동 파형인데, 기계의 운전속도인 300 cpm의 주파수를 갖는 Sine 파형이었다.
10월 초순에 Unit G203B의 1단 2번 실린더의 진동 Trend에 불규칙적인 현상이 발생하였다. 8월 31일(그림 14-13)과 10월 4일(그림 14-14)의 Unfiltered Waveform 그림을 비교하면 진동 진폭과 파형의 형상이 크게 변화되었다는 것을 알 수 있다. 8월 31일에는 진동 진폭이 229 ㎛ p-p이었으나 10월 4일에는 630 ㎛ p-p까지 증가되었으며, 파형에 날카로운 Spike 형상이 나타났다.
그림 14-13 8월 31일 Rod Drop 비접촉식 Probe에서 수집한 정상적인 모양의 파형
그림 14-14 10월 4일 Rod Drop 비접촉식 Probe에서 수집한 Unfiltered Waveform.
Waveform에 Spike 현상이 크게 나타남.
그림 14-15 10월 9일 Rod Drop 비접촉식 Probe에서 수집한 Unfiltered Waveform.
Waveform 형상이 정상으로 되돌아갔음.
Proximity Probe가 느슨해졌을지도 모른다는 생각이 들어 Distance Piece의 Access Cover를 열어 Bracket 상태를 점검하였다. Probe 설치 상태는 양호하였으나 Piston Rod가 과도하게 움직이는 것을 발견했다.
피스톤 운동과 압력․체적(PV) 곡선과 비교하여 Waveform Data를 분석하였다. Rod의 하중(그림 14-16)을 계산하기 위해 PV 선도를 이용하였고, 퍄형에서의 Spike 현상은 Rod가 최대 압축 하중을 받을 때 발생한다는 사실을 알게 되었다. 이러한 현상은 Rod에 균열이 생겨 Rod가 압축 하중을 받을 때 과도하게 변형되는 경우에 발생할 수 있다. Piston Rod의 진동이 증가했다는 사실은 기계를 정지시켜 검사를 하여야 할 충분한 이유가 되었다. Rod의 진동이 높으면 과도한 패킹의 마모를 초래할 수 있기 때문이다.
그림 14-16 크랭크 각에 대한 Rod 하중
4.3 點檢 結果 (Result)
기록된 주요 문제점은 4개의 Piston Ring 모두가 수많은 조각으로 부수어졌다는 것이다 (그림 14-17). 또한, Rod가 부분적으로 63.5 ㎛가 휘어져 Piston Rod Runout이 152 ㎛나 되었다. Wrist Pin Bushing 간극은 241~254 ㎛이었으며, 이것은 최대 허용 간극 230 ㎛를 약간 벗어나는 수치였다. 마지막으로, 크랭크축의 Balance Weight가 크랭크 축 상에 부적절하게 자리잡고 있었다. 이러한 항목들을 수정하고 Piston Ring을 신품으로 교체한후 Unit을 다시 운전하였다.
그림 14-17 G203B의 1단 #2 실린더에서 분해한 파손된 Ring
4.4 結論 (Conclusion)
기계를 다시 운전하기 시작한 후 10월 9일(그림 14-15)에 수집한 진동 진폭과 형태는 8월 31일(그림 11-13)에 수집한 자료와 비슷하였다. 파형에 Spike 현상이 나타나지 않았으며, 진동 진폭은 148 ㎛ pp이었다. Piston Rod 진동의 감시 및 경향 분석은 기계의 상태를 평가하는데 매우 가치 있는 도구임이 입증되었다. 진동이 상승된 이유는 아마도 Piston Ring의 파손과 이에 따른 Ring Groove에서의 균일하지 못한 가압에 기인한 것 같다. 이 압축기는 과거에도 이와 유사한 Piston Ring의 손상이 발생되었었다. 손상의 근본 원인을 알아내고, 이 용도에 적절한 Ring을 설계하기 위한 조사가 진행중이다. 그러는 동안에 Piston Ring의 파손은 Rod Drop Proximity Probe를 사용하여 Piston Rod의 진동을 관찰함으로써 알 수 있을 것이다.
최근에 Unit G203A의 1단 2번 실린더의 파형 자료는 유사한 진동형태와 진폭을 보여주었다. 기계를 정지하여 점검 결과, Piston Ring이 G203B 기계와 매우 유사한 형태로 파손되었음을 발견할 수 있었다. 이것은 Piston Ring의 파손은 Piston Rod의 진동을 관찰함으로써 알 수 있다는 사실을 다시 한번 확증해 주었다.
5. 과다멀미에 의한 편심 Orbit (Detection of Eccentric Orbit Due to Excessive Sleeve Bearing Wear)
어느 발전소의 터빈 발전기 3호기가 고진동으로 경보가 발생하여 조속히 진동진단 시험을 해줄 것을 기술지원팀에 의뢰하였다. 진단 시험은 그날밤 늦게 또 다음날 아침까지 여러시간동안 시행하였다. 그림 14-18은 진동측정 위치를 포함하는 터빈 발전기 배치도이다. 이 기계는 10단의 터빈이 있고 3600 rpm으로 회전하며 용량은 7500 ㎾이다. 진동측정용 Pickup으로는 가속도계를 사용하였고 분석기로는 Real Time Analyzer (RTA)를 사용하였다. 진동 자료는 감시 시스템의 변환기를 통해서 RTA로 직접 입력되었다. 위상자료를 수집하기 위해 Swept Filter Analyzer가 사용되었다.
그림 14-18 터빈 발전기 배치도 (3호기)
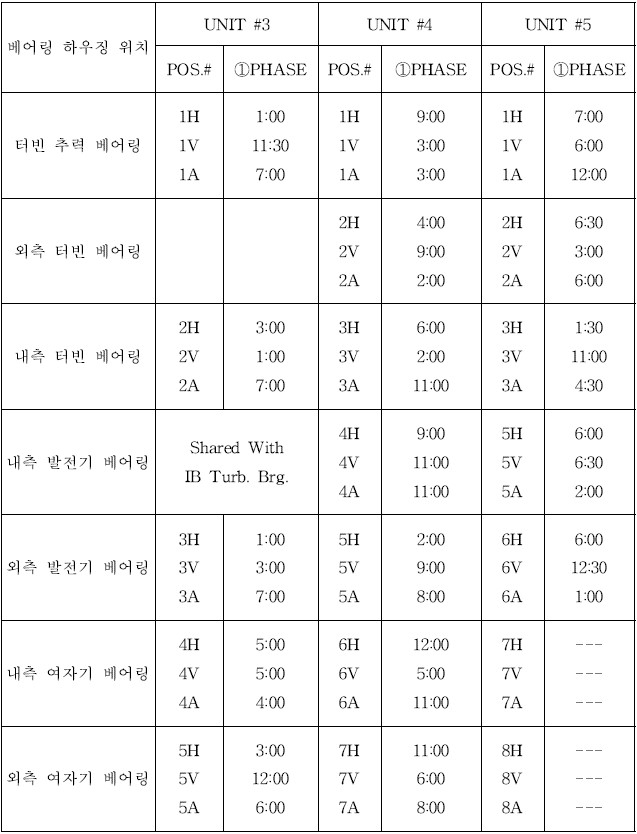
진동 자료는 가속도계와 감시 시스템의 변환기를 사용하여 각 베어링에서 축방향 수평 및 수직 방향으로 수집하였고 위상 자료도 각 베어링에서 각 방향으로 수집하였다. 표 14-9는 3호기 터빈 발전기에서 수집한 자료를 근거로한 기술 지원팀의 결론이다. 비교를 하기 위해 동일 종류인 4호기 터빈 발전기의 평가도 함께 실었다. 3호기 터빈 발전기의 과도 진동의 근원은 내측 여자기 베어링의 과도한 마멸로 진단되었으며 이로 인해 편심된 Orbit를 가져왔다. 표 14-10은 동일발전소의 3, 4, 5호기 터빈 발전기의 전체 Peak Velocity를 비교한 것이다. 이 표에서 보듯이 내측 여자기 베어링에서 과도한 진동 진폭을 가진 것을 알 수 있다. 과도한 진동진폭은 수평 방향에서만 있음에 유의할 것. 표 14-11은 3, 4, 5호기 진동을 변위(mils, p-p)로 나타낸 것이다. 여기서 3호기 내측 여자기 베어링이나 터빈 발전기의 수평 및 수직 방향에서의 위상값이 같음에 주의할 것. 이것은 부록 “도해진동 진단표”에서 보듯이 축의 Orbit의 편심을 나타내며, 이 경우 내측 여자기 베어링의 과도한 간극에 기인한 것이다. 수평과 수직 방향간의 위상차가 0˚ 또는 180˚라함은 방향성이 큰 운동을 의미하며 이것은 편심 Orbit과 관련되는 경우가 많다. 내측 및 외측 여자기 베어링의 수평 방향에서 진동 스펙트럼은 그림 11-19(그림 14-18의 위치 4H 및 5H)와 같다. 이들 그림에서 내측 여자기 베어링에서는 1×RPM 진폭이 대단히 높으나 이의 조화주파수 성분은 없다. 그러나 외측 베어링에서의 진폭은 대단히 낮다(4H에서 진폭은 0.698 in/sec이나 5H에서는 오직 0.077 in/sec이고, 4V에서 1×RPM 진폭은 오직 0.168 in/sec이다).
그림 14-19 내측 및 외측 베어링에서 수평방향의 진동 스펙트럼
발전기 여자기 커플링에서 취한 축방향 진동상에 나타난 축의 Misalignment는 위상값으로는 확인되지 않았으며, 내측 여자기 베어링에서 과도한 축의 움직임으로 인한 결과라고 보여졌다. 내측 여자기 베어링의 즉각적인 수리를 추천하였다. 결과적으로 전체 여자기는 Solid State 설계로 교체되어 터빈 발전기와 커플링으로 연결되지 않았다.
표 14-9 3, 4호기 터빈 발전기의 진동 진단결과
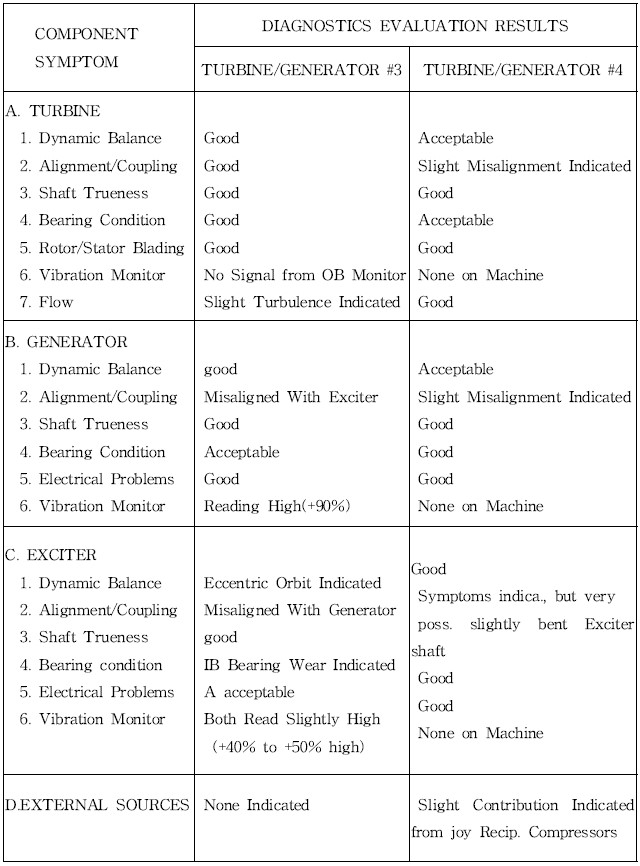
표 14-10 호기별 Overall Peak Velocity 비교
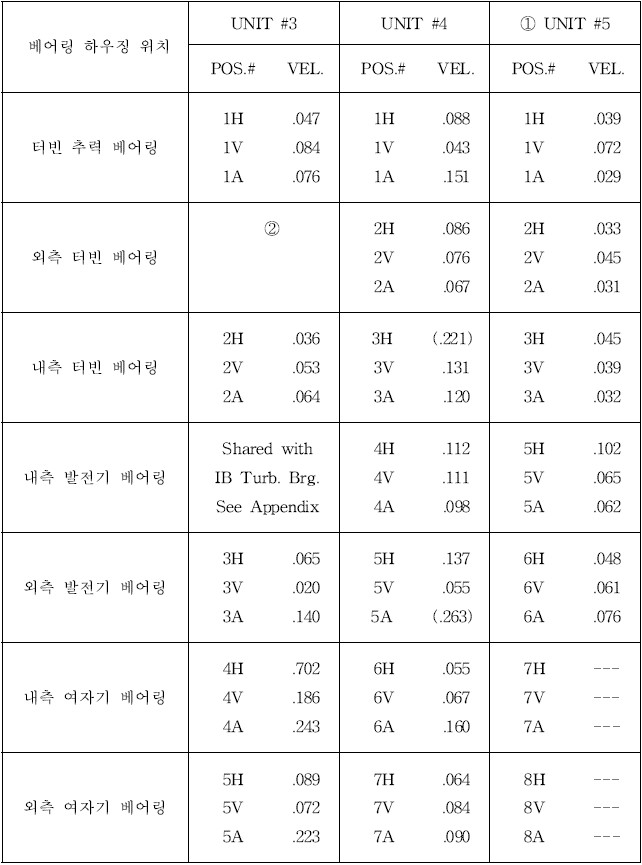
표 14-11 호기별 진동변위 비교
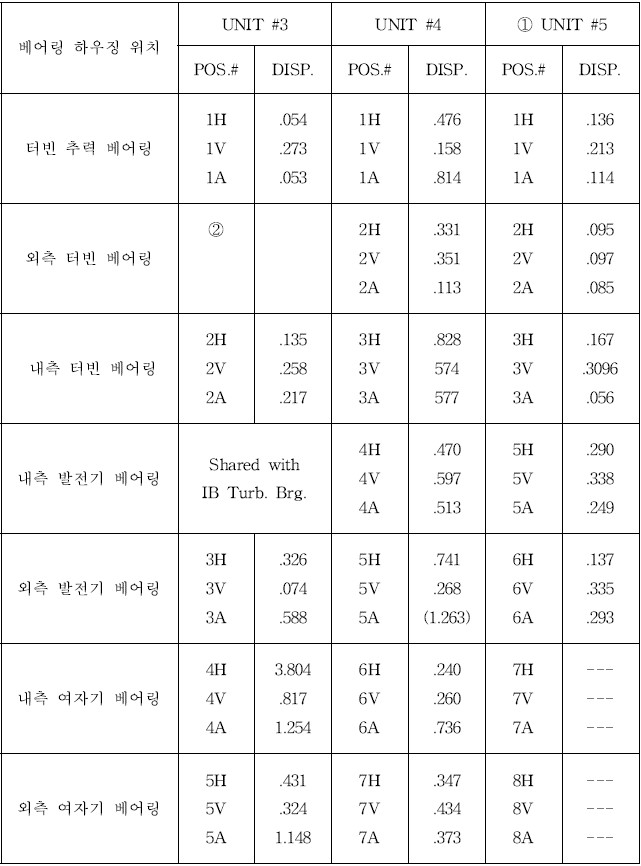
표 14-12 호기별 위상자료