Mechanical Looseness and Weakness
1. 왕복동 압축기의 내부 부품 이완 (Internal Looseness in a Reciprocating Compressor)
2. 기초 이완과 불평형이 있는 소각로 Fan의 교정 (Correction of Incinerator Fan with a Loose Base and Unbalance)
3. 직렬형 유인통풍기의 불평형 및 이완 문제 (Unbalance and Looseness Problems on an Inline Induced Draft Fan)
4. 공기 배출 Fan 휠 로터의 이완 검출 (Detection of Vent Fan Wheel Rotor Looseness)
1. 왕복동 압축기 부품 이완 (Internal Looseness in a Reciprocating Compressor)
1.1 振動特性 (Vibration Characteristics)
본 사례는 왕복동 공기 압축기에 설치된 가속도계 시스템을 사용하여 압축기의 내부 이완을 검출한 경우이다. 공기 압축기의 설치 구성요소는 712 rpm으로 운전되며, 2000 HP 전동기로 구동되는 왕복동 압축기는 4개의 실린더가 있고 원격 운전방식이다 (그림 4-1). 이 기계는 일정한 속도로 운전되기 때문에 부하는 여러 개의 실린더에 있는 흡입 밸브를 개폐하는 Unloader에 의해 조절된다.
Proximity Probe는 전동기 베어링에 XY 형태로 90˚의 간격으로 떨어져 설치되어 있다. 단 한 개의 가속도계가 두개의 실린더 하우징 사이의 압축기 Crankcase의 중간부에 수평으로 설치되어 있다.
정상 운전 중에 압축기의 가속도 진폭은 약 3.5 g~4.0 g로 일정하였다. 문제 발생시에는 가속도계의 준위는 6 g를 넘어 증가하였는데 이것은 원격 제어 조정실에서 경보를 발하는 값이다.
그림 4-1 기계 배열도
1.2 問題點 分析 (Problem Analysis)
이 문제의 원인분석과 문제의 정도를 알기 위하여 Dow Chemical 사의 진동 전문가들이 초대되었다. 그들은 가속도계의 진폭이 부하에 따라 5.5g에서 7.8g까지 변화되는 것을 발견하게 되었다. 이런 증가는 비정상적인 것이었다.
오실로스코프를 가속도계 감시기의 변환기 출력 단자에 연결하여 시간기준 파형을 본 결과 발전소 직원들은 분명하고 깨끗한 화상을 보게 되었다.
그림 4-2, 4-3, 4-4는 각각 50, 75, 100% 부하에서의 가속도 진폭이다. 변화하는 가속도 진폭을 주목하라. 그림 4-2와 4-3은 피스톤의 각 행정 끝에서 한 사이클 내에서 간헐적인 추가 이상 진폭을 수반하는 현상이 발생했다. 이들 부하에서 이러한 간헐적인 이상 진폭은 매 사이클마다 일관되지는 않았다. 100%부하에서(그림 4-4) 가속도 값이 최대로 7.8g가 됐을 때 사이클 중에 발생한 간헐적인 이상 진폭이 우월한 상태가 되었다. 모든 이러한 형태는 압축기에서 피스톤과 크랭크 샤프트간의 문제가 있다는 확실한 특징이다. 따라서 압축기를 정지하고, 의심되는 문제의 근원을 찾아내기 위하여 내부점검을 수행하여야만 했다.
그림 4-2 50%부하. 가속도=6.2 g
그림 4-3 75%부하. 가속도=5.8 g
그림 4-4 100% 부하. 가속도=7.8 g
그림 4-5 수리후 100%부하. 가속도=3.5 g
1.3 點檢 (Inspection)
점검결과 피스톤 로드 중 체결 너트하나가 이완된 것이 발견되었다. 이 너트는 피스톤을 피스톤 로드에 체결시키기 위한 것으로 특정 토크 값으로 조여졌다. 이 너트가 이완되어 Piston이 Rod에서 이완되게 된 것이었다. 이 현상이 오실로스코프에서 보여 졌던 이상 진폭의 원인이었다. 다행히 이 점만 제외하고는 어떤 손상도 발생하지 않았다. 다른 부분의 점검과 동시에 이 너트는 다시 조여졌고, 압축기는 다시 기동되었다.
그림 4-5는 압축기가 완전히 수리된 후에 100% 부하에서의 시간기준 파형이다. 이상 진폭 즉 이완의 징조 없이 완전히 다른 형태가 나타났다. 또한 가속도 값이 3.5g에서 4.0g의 범위로 회복되었다.
가속도계가 이완을 어떤 방법으로 검출하였는지 아는 것은 매우 흥미로운 일이다. 시간기준 파형을 보면 많은 양의 고 주파수 소음을 볼 수 있다. 그러나 비정상적인 충격이 있었을 때마다 그 영향은 분명하다.
그림 4-2, 4-3, 4-4와 그림 4-5를 비교하라. 비정상적인 진폭이 1회전 당 2회 증가하였다. 이것은 피스톤이 방향을 바꿀 때마다 문제점이 있음을 의미한다.
1.4 結論 (Conclusion)
이 압축기는 감시 시스템에 의거 매우 효과적으로 감시되었고, 이러한 감시로 인해 실질적인 물리적 손상으로부터 기계를 보호하여 주었다.
감시 시스템이 효과적이기 위해서는, 감시 장비의 구조에 관한 깊은 지식을 가지고 있어야 한다. 또한 장비가 운전될 때 발생할 수 있는 기계적 문제 형태에 관한 지식도 아울러 겸비하여야 한다. 이점이 바로 왕복동 압축기 및 기타 회전기계에 대한 감시 시스템을 잘 활용하는 것이다.
2. 기초 이완과 불평형 팬 (Correction of Incinerator Fan with a Loose Base and Unbalance)
2.1 背景 (Background)
소각로에서 고진동이 발생하여 진단결과 Fan의 불평형이었고 자체 발란싱 팀이 없어 이전에도 외부에 의뢰하여 발란싱을 시도하였으나 결과가 만족스럽지 못하여 이번에는 전문 기술 지원팀에 의뢰하게 되었다. Fan은 그림 4-6과 같은 3574 rpm의 전동기 축과 연결되어 있고 Overhung 형태이다.
2.2 結果 (Results)
발란싱을 하기 전에 진동 스펙트럼과 위상진단을 실시한 결과 표 4-1의 “전”항에서 보는 바와 같이 위치 2V에서 수직방향의 전체 진동 진폭이 0.452 in/sec로 가장 높았다. 그림 4-6과 표 4-2에서 위치 1, 3, 4 및 5의 수직방향의 위상값을 보면 위치 1과 3사이 및 위치 3과 4사이에서는 동상(In-Phase)이었으나 위치 4와 5사이(즉 전동기 기초대와 콘크리트 기초사이)에서는 145˚의 위상변화가 발생했다. 위치 2H에서 수평방향의 전체 진동은 오직 0.228 in/sec이었다. 위치 2H 및 2V에서 전동기의 스펙트럼은 그림 4-7A와 4-8A의 “전”항에서 보는 바와 같이 마치 불평형이 존재하는 것같이 1×RPM이 주 진동이었다. 그러나 1×RPM에서 수평방향 진동보다 수직방향 진동이 훨씬 높은 것은 이완/취약/파손된 기초를 나타내는 경우가 종종 있으며, 수직방향 위상의 편차 때문에 이러한 가능성을 알아보기 위해 육안검사를 실시하였다. 검사결과 그림 4-6의 위치 6에서 Anchor 볼트 너트가 풀려진 상태로 나사산에서 녹이나 꽉 끼어 있는 것을 발견하였다. 따라서 위치 6에서 기초가 수직방향으로 자유롭게 진동할 수 있었다. 너트를 가열하여 풀고 다시 완전하게 조였다. 그림 4-9A와 4-9B는 너트를 조인후 1×RPM의 진동이 0.255 in/sec에서 0.108 in/sec로 떨어진 상태(발란싱 하기 전에 58% 감소)에서 전동기 기초의 위치 3에서 1×RPM의 수직방향 진동이다. 이것은 상당한 개선이었다. 이 너트를 조이지 않았더라면 그 다음의 발란싱도 어렵고 또 좋은 결과를 얻지 못했을 것이다.
그림 4-6 소각로 Fan 시스템
표 4-1 Fan 발란싱 전후의 진폭
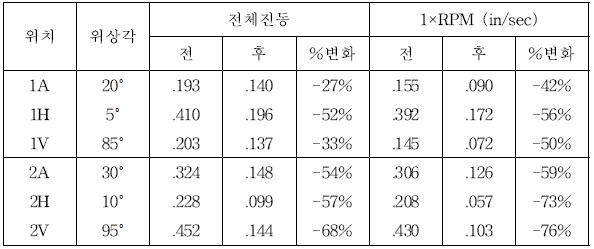
표 4-2 교정전 수직 방향의 위상분석
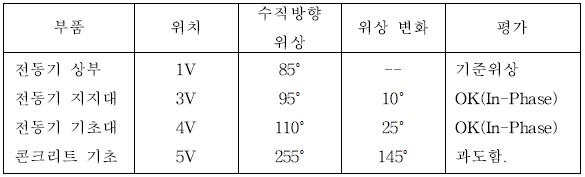
그림 4-7A 볼트 조임 및 Fan 발란싱 전의 위치 2에서의 수평방향 스펙트럼
그림 4-7B 볼트 조임 및 Fan 발란싱 이후의 위치 2에서의 수평방향 스펙트럼
그림 4-8A 볼트 조임 및 Fan 발란싱 전의 위치 2에서의 수직방향 스펙트럼
그림 4-8B 볼트 조임 및 Fan 발란싱 이후의 위치 2에서의 수직방향 스펙트럼
그림 4-9A 볼트 조임 및 Fan 발란싱 전의 위치 3에서의 수직방향 스펙트럼
그림 4-9B 볼트는 조이고 발란싱은 하지 않은 상태에서 위치 3에서의 수직방향 스펙트럼
발란싱은 너트를 조이고 나서 정상적인 방법으로 시행하였고 그 결과는 표 4-1의 “후”항에 기록된 바와 같이 감소하였다. 위치 2H에서의 전체 진동은 0.228 in/sec에서 0.099 in/sec로 또한 2V에서는 0.452 in/sec에서 0.144 in/sec로 감소하였다. 위치 2H 및 2V에서 발란싱 이후의 스펙트럼이 그림 4-7B 및 4-8B에 나타내었다. 그림 4-7B 및 4-8B의 위치 2H와 2V의 스펙트럼을 보면 볼트를 조이고 Fan을 발란싱 하였기 때문에 7200 cpm에서는 아무런 영향도 없었다. 이것은 볼트를 조이고 발란싱하기 전에 위치 2V에서 취한 그림 4-10의 Zoom 스펙트럼에서 보듯이 7200 cpm Peak 주파수는 7148.7 cpm에서 2×RPM 성분과 7200 cpm에서 2× 전력계통 주파수(2×3600 cpm) 성분으로 구성되었기 때문이다. 따라서 이 경우에 풀린 볼트를 조이고 발란싱을 했어도 7200 cpm에서의 전기적 근원이 남아있어 진동을 더 낮추지 못했다.
그림 4-10 2×전력계통 주파수(2×3600 cpm=7200 cpm)와 2×RPM(7148.7 cpm)을
구별하는 위치 2V에서의 Zoom 스펙트럼
2.3 結論 (Conclusions)
① 불평형 문제는 실제로는 이완과 불평형 문제가 복합된 것이었다.
② Anchor 볼트를 조였을 때 불평형 진동이 준 것처럼 보였지만 실제로는 이완에 의한 것이지 불평형에 의한 감소는 아니었다.
③ 볼트를 조이고 발란싱을 하여도 약간의 전기적인 문제점은 교정되지 않았다.
2.4 勸告事項 (Recommendations)
① 발란싱을 하기 전에 불평형 문제인가를 검토하라. 발란싱 하기 전에 교정되어야 할 또 다른 상태가 나타나기도 한다. 발란싱은 통상 마지막으로 취할 교정수단 이다.
② 고정자의 조그만 문제점으로 인한 미소한 전기적인 문제점은 주파수 경향 분석을 계속해 나가야 한다.
3. 유인 통풍기의 불평형 및 이완 (Unbalance and Looseness Problems on an Inline Induced Draft Fan)
[도해 진동진단표의 이완형태 B 참조]
3.1 背景 (Background)
HVAC Duct에 사용되는 직렬형 유인통풍기의 제작자는 그들의 제품 모텔의 진동치를 발란싱으로 감소시킬 수 있는지를 알기 원했다. 이 통풍기는 그림 4-11과 같이 1마력 이하의 소형 전동기 축에 직결된 소형 Paddle Wheel 임펠러가 있다.
그림 4-11 직결형 유인통풍기
3.2 結果 (Results)
그림 4-12에서 보듯이 초기의 통풍기 진동 스펙트럼은 1×RPM에서 0.250 in/sec, 2×RPM에서 0.052 in/sec로 불평형 특징을 나타냈다. 이때 전체 진동은 0.256 in/sec이었다. 1.2 gr의 발란스 교정 Weight를 달았더니 진동이 0.052 in/sec로 79%나 감소했다(그림 4-13). 발란싱 이후 2×RPM에서의 이완에 의한 진동은 0.088 in/sec로 발란싱 전과 거의 같았다. 전체 진동은 0.108 in/sec로 58% 감소되었다. 발란싱은 성공적이었으나 이완 문제는 영향을 받지 않았다.
그림 4-12 발란싱 전의 전체진동(0.256 in/sec)
그림 4-13 발란싱후의 전체 진동(0.108 in/sec)
3.3 結論 (Conclusions)
① 불평형을 교정한다해도 이미 존재하는 이완문제라던가 기타 다른 문제점은 제거되지 않는다. 발란싱은 진동 에너지 입력분을 감소시키기 때문에 내재하는 다른 진동원은 제한적으로 개선시킬 수는 있지만 근본해결은 못한다. 모든 다른 진동원(Misalignment나 이완문제 등)을 해결한 후에 발란싱을 해야한다.
② 이 기계의 전체진동은 1×RPM 진동이 개선된 만큼 개선되지 않았다. 불평형을 교정하여도 전체진동에 영향을 미치는 다른 진동원은 교정되지 않는다. 전체 진동값을 더욱 감소시키기 위해서는 이완상태를 교정할 필요가 있다.
③ 최종 발란스 Weight는 1.2 gr으로 이 시스템은 Balance Sensitivity가 큰 것을 의미한다. 이 경우 먼지로 인해 1.2 gr의 불평형을 생기게 하는데는 오랜 시간이 걸리지 않을 것이다. Balance Sensitivity가 아주 크게 되는 원인은 이완, 공진 또 취약한 구조물에 종종 기인한다. 따라서 Balance Sensitivity가 큰 기계에서는 이 Sensitivity를 감소시키는 것이 바람직하다.
3.4 勸告事項 (Recommendations)
2×RPM의 이완진동의 원인을 규명할 것. 이의 가능성은 Frame의 균열, 볼트의 이완 또는 Misalignment(Cocked)된 베어링을 들 수 있으므로 면밀히 검토할 것. 이 문제의 교정은 2×RPM 진동을 크게 줄이는 것이다.
4. Fan 로터의 이완 검출 (Detection of Vent Fan Wheel Rotor Looseness)
[도해진동 진단표의 이완형태 C – 고조파 진동]
4.1 背景 (Background)
어떤 전기회사가 Technical Associates(TA)사와 자신들이 보유하고 있는 화석연료를 사용하는 발전소 기계들의 진동에 관한 예지정비 프로그램을 설계 및 설치하기로 계약을 맺었었다. 이 계약에는 TA사가 이 전기회사가 보유하고 있는 기계에 대해 향후 진동측정에 있어서 기준이 되는 측정을 한 후에 이를 기준으로 기준 진동치(Baseline)에 대한 보고서를 제출한다는 내용이 들어 있었다.
이 보고서에는 기계들에서 발견된 모든 문제에 대해 그 심각한 정도에 따라 등급을 정하여 진단하고 진동을 측정한 각 기계의 상태에 대해 평가하고 진동 측정위치와 기준 진동 데이터를 수집했던 각 기계의 설치 위치를 나타내는 발전소 전체 배치도 등이 포함되게 되었었다.
4.2 結果에 대한 討論 (Discussion of Results)
많은 기계에 대해 기준 진동 데이터를 측정했으며 또한 많은 문제점이 발견되었다. 그 중의 하나의 예가 Vent Fan 이다(그림 4-14의 개략도 참조). 이 Fan의 “4”의 위치에서 수평방향 전체 진동치가 0.460 in/sec로서 경보치인 0.375 in/sec를 초과하고 있었다. 4H 위치의 수평방향 진동에 대한 스펙트럼(그림 4-15)을 보면 진폭의 크기가 0.340 in/sec에 달하는 매우 큰 1×RPM 성분과 함께 운전속도의 조화파들이 잘 나타나 있다. TA사는 이 Vent Fan의 상태를 축이나 하우징(이 경우에는 Pillowblock)에 베어링이 제대로 설치되지 않았을 때 종종 발행하는 이완 문제라고 결론지었다. 그러나 이와 같은 진동신호는 축에서 베어링이 회전할 때도 나타날 수 있으며, 이 경우에 빠르게 파멸적인 손상에 이르게 될 수 있다(구름 베어링 고장의 4단계). 이러한 형태의 이완 문제는 닳아서 직경이 작아진 축이나 부풀어올라 직경이 커진 베어링 하우징에 구름 베어링을 교체 설치한 후에 종종 발생할 수 있다. 구름 베어링의 손상 4단계는 베어링 구성요소(볼, 롤러나 Race)의 전체적인 성능저하의 결과로 인해 발생할 수 있으며 결국에는 불안정한 기계적 이완을 일으킨다. 이런 형태의 이완이나 베어링 손상 4단계 이완문제는 축을 그 회전중심에 유지시킬 수 있을 만한 충분한 구속력을 주지 못하여 그로 인해 조그만 불평형이라도 증폭되게 된다.
그림 4-14 Vent Fan의 개략도
그림 4-15 위치 4H에서의 진동
4.3 結論 (Conclusions)
① 위치 “4”의 베어링은 고정상의 잘못이나 베어링의 마멸, 축에서 베어링의 회전, 구조물의 파손이나 혹은 느슨해진 고정장치 등의 영향으로 발생할 수 있는 기계적인 이완 상태에 있다.
② 불평형은 실재 불평형이 아니고 이완으로 인해 조그만 불평형이 더욱 악화되고 증폭된 것일 수도 있다.
4.4 勸告事項 (Recommendations)
① 이완 상태를 교정한다.
② 축 양단의 Fan 베어링들이 회전하지 않는지 확인하기 위해 면밀히 현장점검을 실시한다. 만일 Dial Indicator를 이용하여 베어링의 움직임을 확인하는데 필요하다면 지렛대나 유압잭을 이용하여 축을 들어올린다.
③ 필요하다면 이완 상태를 교정한 후 축의 발란스 상태를 다시 한번 점검한다.