Vibration Diagnostics and Practice
1. 진단 방법론 (Diagnostic Methodology)
2. 전동기에서 불균일한 공극에 의한 맥놀이 (Beat Vibration due to Uneven Air Gap on a Motor)
3. 정지중 공진 속도에서 여자기 로터 Rub (Exciter Rotor Rub during Coastdown at its Resonance Speed)
4. 유인 통풍기에서 변화하는 불평형 진동 (Changing Source of Imbalance on the Induced Draft Fan)
5. 발전기에서 Rub에 의한 진동 변동 (Vibration Fluctuation due to Rub on a Generator)
6. 터빈 베어링에서 유체에 의한 불안정 (Fluid Induced Instability at Turbine Bearing)
7. 발전기 계자권선 단락에 의한 열적 휨 (Thermal Bow due to Shorted Turn in the Field Windings of the Generator)
8. 터빈/발전기의 기계적 불평형 (Mechanical Unbalance of a Turbine Generator Set)
9. 전동기의 로터 바 단락에 의한 열적 휨 (Thermal Bow due to Shorted Rotor Bar of Motor)
10. 수직 슬러리 펌프에서 유체에 의한 진동 (Fluid Induced Vibration on a Vertical Slurry Pump)
1. 진단 방법론 (Diagnostic Methodology)
1.1 槪要 (Introduction)
여기에 소개하고자 하는 진단 방법론은 BNC(Bently Nevada Corporation)의 MDS(Machinery Diagnostics Seminar)에서 다루었던 내용과 유사한 것으로서 다년 간의 발전설비 분야에서의 경험을 바탕으로한 것이다. 이 진단 방법론을 소개하는 의미는 이것이 세상에서 가장 좋은 진단방법론이거나 또는 결함이 없는 진단방법론 이라는 것이 아니라 남들이 기계상태를 진단할 때는 어떤 기법을 사용하고 있는지를 소개하고자 하는 것이다. 이 진단 방법론을 정확하게 적용하고, 계속해서 사용한다면 조사 결과는 보다 더 정확한 진단이 될 것이다. 만일 이 방법론을 적절히 사용하면 기계상태 진단시 중요한 사항을 실수로 빠뜨리게 되는 일이 줄어들게 될 것이다.
기본적인 진단방법은 다음과 같은 단계로 구성되어 있다.
(1) 문제가 무엇이고, 이미 알고 있는 사항은 무엇인가?
아마 당신은 기기이력과 설계, 공정 및 주변 상황에 대해 알고 있을 것이다. 문제를 어떻게 알게되었나? 발전소의 경우에는 작업지시서나 운전원들이 기록하는 Log 일지, 발전소에 근무하는 사람의 이야기를 통해서 또는 스스로 뭔가 이상한 점을 발견함으로 해서 문제점을 알아낼 수도 있다.
(2) 현재 가지고 있는 정보가 무엇을 말해주는가?
기계에 관련한 모든 정보를 논리적인 순서로 배열해야 한다. 이렇게 함으로서 적절한 분석을 할 수 있게 된다. 진동 분석자는 기계의 정상 운전상태를 잘 알고 있어야 하고, 상태가 변했을 때 그 변화를 인식할 수 있어야 한다. 또한 과도 및 정상상태 때의 Data Plot들을 해석할 수 있는 능력을 가지고 있어야 하고, 온도나 압력과 같은 다른 기계관련 정보와 이들 Data Plot들을 연관시켜 생각할 수 있어야 한다. 드물지만, 특정 문제점이 어떻게 전달되었고, 누가 알고 있었는지 또 언제 발생했는지에 대한 정보도 있다. 단지 경험만으로 진행되고 있는 상황에 대한 개념을 가지게 될 것이다.
(3) 분석 결과를 입증하기 위하여 추가자료가 필요한가?
기계상태에 대한 진단을 하다보면 때로는 선택의 기로에 서게되는 경우가 있는데 이럴 때 여러 가능성중에 어떤 것이 문제의 정확한 원인인지 분간하기 어렵게 된다. 이런 경우 자기가 진단한 것을 입증할 수 있는 추가 자료가 필요한데 발전소에는 스트립 차트, 컴퓨터 인쇄 출력물 및 운전원이 기록하는 Log Sheet 그리고 정비이력과 점검 보고서 등 방대한 양의 자료가 있다.
(4) 분석결과가 그 기계의 증상과 일치하는가?
발전소에서 운전되고 있는 대부분의 기계들은 그 특성이 잘 알려져 있다. 따라서 예상한 기계거동 형태별로 정의가 잘되어 있어 현재 나타나고 있는 기계거동이 전에 보았던 것과 일치하는지를 비교해 보면 분석결과가 맞는지 여부를 알 수 있다.
1.2 診斷 方法論의 活用 (Using The Diagnostic Methodology)
여기서 다루는 내용은 현장에서 볼 수 있는 어떤 기계에도 적용될 수 있다. 여기에서는 진단하는데 필요한 정보를 스스로 찾아내도록 유도하기 위해서 질문과 설명 형식을 사용하고 있다.
(1) 문제가 무엇이고, 이미 알고 있는 사항은 무엇인가?
진단문제에 접근할 때 어디서부터 시작해야 할 지 막연할 때가 종종 있는데 그 이유는 이전에 한번도 생각해본 적이 없는 기계와 상황에 대해 이미 알고 있는 것이 많기 때문이다.
아래와 같은 과정을 통하면 진단하는데 있어서 생각을 정리하고, 이미 알고 있는 것을 더 유용하게 이용할 수 있도록 하는데 도움이 된다.
① 문제를 어떻게 알게되었나? 에서부터 출발한다.
작업지시서를 통해서 알게되었는가? 작업지시서는 누가 발행했는가? 그들과 대화할 수 있는가? 그들이 문제에 대해 알고 있는 것은 무엇이고, 그들이 문제의 원인이라고 생각하고 있는 것은 무엇인지 알 수 있는가? 그들은 그들이 생각하고 있는 것이 문제의 원인이라는 것을 어떻게 알아냈는가? 문제가 언제 발생되었는가? 문제를 탐지하기 위해 어떤 장비를 사용했는가? 보통 운전원들은 많은 정보를 가지고 있지만 자신들은 그들이 가지고 있는 정보가 중요한지 중요하지 않은지를 알지 못하고 있을지도 모른다. 남에게 질문할 때 주의할 점은 누군가의 잘못을 따지는 듯한 인상을 주게되면 보통 아무런 정보도 얻을 수 없게 된다는 것이다.
② 정기적인 자료수집의 결과로 문제점을 알게 된 경우
이것은 좋은 소식이다. 이것은 문제가 짧은 기간동안에 발생했는지 또는 점진적으로 발전했는지를 알 수 있는 경향자료가 있다는 것을 의미한다. 또 이 자료를 정기적으로 수집했던 사람으로부터는 자료 수집시 사용했던 변환기나 자료를 어떤 방법으로 수집했는지, 또 자료 수집시 다른 이상한 점은 없었는지 등에 대한 이야기를 들을 수 있게된다.
③ 현장 순회중 문제점을 알아챘거나 갑자기 무언가 옳지 않다는 것을 느꼈을 경우
무엇이 당신의 시선을 끌었는가? 무엇을 생각하고 있는가? 당신은 이미 문제에 대한 직관적인 이해와 정보를 가지고 있는 것이다. 이점은 매우 유익한 것이다. 이러한 이해를 이용하라. 당신의 시선을 끈 것이 무엇이었는지 자문해 보라. 무슨 생각이 그런 판단으로 이끌었는가? 당신의 두뇌는 이미 많은 자료를 처리한후 그런 결론에 도달했으므로 이런 생각들을 기록해 두면 나중에 다시 검토할 때 도움이 될 것이다. 문제를 알아차렸을 때 뭔가 이상한 소리를 들었거나, 뭔가 잘못된 것같은 느낌이 들었거나 혹은 이상한 냄새를 맡았었는가? 이런 것들이 바로 단서가 되는 정보이므로 잘 이용해야 한다.
④ 기기이력에 대해 이미 알고있는 사항은 무엇인가?
같은 문제가 이 기계나 또는 유사한 기계에서 발생한 적이 있었는가? 다른 사람들에게 물어보라. 만일 이전에 그런 문제가 있었다면 아마 그 문제에 대한 기록이 있을 것이고 또한 그 상황에 대해 이야기해줄 수 있을 만한 관여했던 사람들의 이름도 있을 것이다. 이 문제의 원인이 될만한 설비개선이나 정비작업이 있었는가? 아마 정비작업이나 설비개선에 대한 기록이 있을 것이다. 보고서를 읽어보고 사람들과 토의하라. 설비개선이나 정비작업이 수행될 때 사람들이 이 문제와 관련이 있을 수 있는 어떤 것을 알아챘는가? 이 문제를 일으킬 만한 어떤 단서가 있을 만한 것을 찾기 위해 이전 점검 및 정비보고서를 검토해 보라. 그 보고서에 당시에 거의 허용 공차(Tolerance)에 근접한 값을 가진 항목이 있어 이 값이 허용 공차범위를 벗어나 현재의 이 문제를 일으켰을 가능성이 있는 항목은 없는가? 이런 상황에 대한 판매자측의 발표내용은 없는가? 이 기계와 같은 기계를 사용하고 있는 다른 누군가가 동일한 문제를 경험했을 수도 있고, 만일 그 문제가 심각한 것이었다면 판매자측이 이에 대해 발표했을 수도 있다. 전기 생산업체간의 정보교환 시스템 같은 곳에서도 그에 대한 정보를 입수할 수 있는지 알아본다. 최근에 이런 문제를 일으킬 만한 Trip이나 시스템 난조같은 운전상의 문제는 없었는가?
⑤ 이런 기계의 설계에 대해서 이미 알고 있는 사항은 무엇인가?
이런 종류의 기계설계에 대해서 이미 어느 정도 지식을 가지고 있어 다행히도 어떤 문제들이 기계에 어떤 형태의 진동을 일으킬 수 있는지를 당신은 이해하고 있다. 기계진동이 이런 형태로 나타날 수 있는 것인지, 어떻게 그것이 가능한지, 기계진동이 이런 형태로 나타나려면 어떤 조건이 충족되어야 하는지, 공정중에 이런 현상이 나타났는지, 이런 현상은 꼭 나쁜 것인지 하는 것들을 자문해 보라. “기계의 진동이 이렇게 나타날 수 있는 것인지?”에 대해 자문해 볼 때 기계 자체뿐만 아니라 자료도 믿을 만한 자료인지 생각해 보아야 한다. 이는 실질적인 점검사항이며 그 상황에 대해서도 상당히 타당한 것이다. 잘못된 데이터로 인해 잘못된 결론에 도달하지 않도록 주의해야 한다.
⑥ 기계의 공정(Process)에 대해 이미 알고 있는 사항은 무엇인가?
공정상의 변화가 어떻게 이런 상황을 일으킬 수 있는가? 이런 문제를 일으킬 만한 공정상의 변화가 있었는가? 기계가 정상상태로 운전중인가? 기계가 설계와는 달리 운전되고 있는가? 이것은 정상인가? 기계가 제 성능을 다 발휘하고 있는가? 기계가 공급되는 증기유량에 합당한 출력을 내고 있는가? 발전소에서는 무엇인가가 방금 수리되었거나, 곧 고장나려고 하거나, 방금 교체되었거나, 마멸되었거나 등등 항상 무슨 일인가가 발생하고 있다. 누구나 좀더 많은 출력을 얻고자 노력하며 아무도 발전소가 정지되는 것을 원치 않는다. 이러한 모든 요소들이 발전소의 운전 및 정비방향에 영향을 미치고 또 문제의 원인을 진단할 때 빼놓을 수 없는 것들이다.
⑦ 문제의 진단 및 확인용 감시설비에 대해 알고 있는 사항은 무엇인가?
자료를 수집하는 사람의 질은 어떤가? 감시시스템은 정확히 작동하는가? 계기들은 교정되었는가? 변환기들은 제작 및 설치 제원에 맞게 제대로 사용되고 있는가? 자료를 수집하는 사람들은 이들 설비의 정확한 사용법을 알고 있는가? 당신은 어떤가? 기존자료를 검증하는데 이용할 수 있는 다른 시스템이나 변환기가 있는가? 당신은 기계의 진동응답을 측정하고 있다는 것을 기억하라. 측정한 응답은 기계 외부나 또는 내부에서 작용하는 힘에 의한 결과이다. 이러한 힘들은 항상 존재할 수도 있고 존재하지 않을 수도 있으며, 기계에 좋을 수도 있고 나쁠 수도 있으며, 기계의 상태나 기계가 연결되어 있는 공정의 상태를 나타내는 것일 수도 있고 아닐 수도 있다. 그러므로 진단을 수행하거나 확인하는데 도움을 줄 수 있는 모든 정보를 사용하는 것이 현명하다. 기계의 진단에 있어서 생각해야할 마지막이자 가장 중요한 사항은 어떤 사건들의 조합이 이런 문제를 발생시킬 수 있는가 하는 점이다. 보통 기계의 성능이 나빠질 때는 베어링 간극이 너무 크다거나, Seal Water 압력이 너무 높다거나, 커플링의 Misalignment 등과 같은 몇몇 요소들이 복합적으로 작용하여 만들어낸 결과이다. 어떤 것이던지 시스템의 동적 강성을 변화시키면 위상과 진폭이 변하게 된다.
(2) 이 정보가 무엇을 말해주는가?
예를 들어 방금 어떤 설비에 대한 작업지시를 받았다고 가정하자. 이 작업 지시서에 따르면 이 설비는 현재 보통 때와는 다르게 운전되고 있으며 진동치도 정상보다 더 높다고 한다. 당신은 이 설비에 친숙하지 않은 상태이기 때문에 기계 제원 및 운전조작에 대해 자세히 알아보기 위해 기계 설명서를 읽을 것이다. 그 다음에는 작업을 지시한 사람에게 작업 지시서에 이 기계는 통상 지금처럼 운전되지 않았다고 쓰여 있는데 왜 그렇게 생각하는지 물어보고 그들이 어떤 상태를 정상적인 상태라고 판단하는지 알아보아야 한다(이 경우에는 비정상 운전 상태를 보여주는 스트립 차트가 있다). 작업 지시서에 적힌 진동 상승에 대해서도 물어본다(운전원의 이야기는 단지 진동이 조금 더 높은 것 같다고 이야기함).
이제 기계의 정상운전 조건이나 상태, 기계에 설치된 진동 측정계기 및 진동이 정상시보다 더 심한 것 같다는 것에 대해 조금 알게되었다. 이제부터는 현장으로 가서 기계를 둘러보고 기계가 Manual에서 지시한대로 설치되어 있는지 확인해 보고 작업 지시서에 나타난 “고진동”의 실체를 실제 확인해 본다. 최근에 기계를 정비한 흔적이 있는지, 진동을 측정하는 변환기가 제대로 연결되어 있는지 그리고 그 외에 달리 잘못된 것은 없는지 점검해 보아야 한다. 기계는 적절하게 설치되었다고 가정하자. 주목할 만한 정도의 진동이 있지만 이 진동이 어느 정도 높은 것인지는 알 수 없다. 최근에 기계를 정비한 흔적이 없으며 일상적인 진동 자료 수집을 위해 기계에 설치되어 있는 진동 변환기는 2년전에 교정되었음을 알리는 스티커가 붙어있고 그 외에 모든 것은 정상인 것 같다.
이제 기계설치는 대략 제대로 된 것을 알게 되었다. 진동이 약간 높은 것 같으며 그 변화 추이를 검토해볼 수 있는 진동 자료가 있을 것이다. 또 최근에 이 기계의 상태를 변화시킬 만한 정비는 없었다. 다음으로는 지금까지 수집한 진동 자료를 검토해 보고 실제로 진동이 변했는지 확인하기 위해 현재 진동상태를 다시 한번 측정해주도록 요청한다. 제어부에가서 변환기 교정 관련사항 및 기타 변환기 시스템에 대해 궁금한 사항을 물어본다. 제어부와 대화하는 과정에서 이 변환기들은 보통 교정을 잘하지 않는다는 것을 알게 되었으며 지금 변환기를 점검해 달라고 요청한다. 진동자료 점검결과 진동치는 지난 3년 동안 변화가 없었으며 현재의 진동치는 과거 진동치의 2배라는 검토 결과를 통보 받았으며 변환기 시스템은 현재 교정중이라는 연락을 받았다.
이제 기계에 문제가 있다는 것을 알게되었다. 계측설비가 교정되었기 때문에 측정한 진동값을 Manual에 나와있는 설계치와 비교해볼 수 있고 기계 거동이 바람직한 경우와 다른 점은 무엇인지를 파악한다. 기계의 기본 설계 및 거동에 대해 알기 때문에, 이제는 무엇이 잘못되었는지 판단할 수 있고 그것을 증명하기 위한 시험방법을 생각해 봐야 한다.
(3) 진단 결과를 입증하기 위하여 어떤 추가자료가 필요한가?
이 단계는 이미 알고 있는 것을 분석할 때 자연스레 뒤따르는 것이다. 중요한 것은 기계의 이상상태를 진단하는 것이다. 일단 분석을 수행한 후에는 진단 결과를 어떻게 확인할 것인가를 결정하는 것이 필요하다. 스스로에게나 다른 사람들에게 “만일 이것이 원인이라면 그 다음은 무엇을 해야할 것인가?”에 대해서 질문해 보아야 한다. 예를 들면, “터빈 동익이 탈락되었다면 터빈에서 나오는 신호가 어떻게 변할 것인가?”하는 것과 “터빈 동익이 탈락되었는지 알아보기 위해 어떤 시험이 수행되어야 하는가?”, “동익이 탈락되었을 경우에 절대로 있을 수 없는 현상은 무엇인가?” 등이다. 진단 결과를 증명하거나 반증하기 위해 필요한 자료수집을 시작하라. 진폭 및 위상 변화가 없을 경우에는 동익이 탈락되었을 가능성을 배제할 수 있다.
또한 마지막 단계로는 실현 가능성 점검으로 분석 및 진단이 상식적으로 이해되고 물리적인 의미를 부여하는지, 만약 그렇게 진단했을 시 응답이 현실과 같이 나타날 가능성이 있을 것인가를 가정해 보아야 한다.
1.3 事例硏究 (Case Study)
다음의 예는 발전소에서 실제로 일어난 일이다. 발전기 하나가 갑자기 정격출력을 발생할 수 없게 되었다. 문제가 무엇인지 규명하기 위해 이 진단기법이 적용되었다. 다음은 그 진단의 상세 내용이다.
(1) 이미 알고 있는 사항은 무엇인가?
∙ 정격부하 : 272 ㎿
증기조건 : 주증기 – 177.5 ㎏/㎠,540℃
재열증기 – 540℃
배기압 : 2.5“Hg abs
수소압력 : 3.2 ㎏/㎠
∙ 현재 최대출력 : 250 ㎿
증기조건 : 주증기 – 177.8 ㎏/㎠, 539.5℃
재열증기 – 541.13℃
배기압 : 2.61“HG ABS
수소압력 : 3.03 ㎏/㎠
∙ 이번 사건과 관련하여 터빈과 발전기에서 정비작업은 없었다.
∙ 운전에 무슨 문제가 있었다는 보고는 없었다.
∙ 제어 시스템에 표시되는 출력과 실제 출력은 서로 일치한다.
∙ 지난밤에는 전출력 운전을 했었다.
∙ 이 문제는 운전 감독자가 보고했었다.
∙ 당시의 근무조는 3조였다.
∙ 이런 문제는 전에는 없었다.
∙ 이 문제에 대한 사전 징후는 없었다.
(2) 위의 정보가 무슨 의미를 가지고 있는지 분석한다
분석후 확인된 결과는 다음과 같다.
∙ 유입 증기 조건, 발전기 상, 전류 및 무효전력, 발전기 가스 압력, 코어 상태 감시기 등의 수치는 정상으로 나타났으나 증기유량에 대한 언급은 없었다.
∙ 출력이 약10% 감소되었는데 특히 이것이 동익 통로 손상으로 인한 문제라면 이것은 심각한 문제다.
∙ 정비작업이 없었다는 것은 최근의 정비작업으로 인한 것이 아니라는 것을 의미한다. 계기는 교정되었는가?
∙ 주증기 압력표시는 정확한가?
∙ 출력 표시계기는 적절히 작동하고 있는가? 다른 표시계의 지시치와 비교하여 점검한다.
∙ 문제가 저녁 피크이후 발생했기 때문에 아마 누군가는 유용한 정보를 기억하고 있을 것이다. 운전원에게 어떤 특별한 일은 없었는지 물어보고 Log Sheet를 점검해 본다.
∙ 운전 감독자와 대화하라. 그는 문제에 대한 어떤 의견을 가지고 있을 것이다.
∙ 당시 제어실 운전원으로 근무했던 사람은 유능한 사람이므로 문제는 아마 운전잘못으로 인한 것은 아닐 것이다.
∙ 문제의 원인은 아마 갑작스런 고장일 것이다.
(3) 분석을 위한 추가 정보가 수집되었다.
∙ 증기유량 표시기 눈금의 해상도가 나쁘지만 증기유량이 약 10% 감소되었다. 급수유량은 정격부하 상태에 비해 약 5% 감소된 것 같이 보이나 증기온도 조절용 Spray Water량은 정상때보다 많다. 증기온도 조절용 Spray Water 공급을 차단한 상태에서 급수유량을 조사할 필요가 있다.
∙ 터빈 내에 심각한 손상이 있다면 진동의 진폭과 위상각이 어제와는 달라져야 하는데 진동의 진폭과 위상각이 어제 전출력 시의 값과 동일했다.
∙ 주증기 압력 게이지의 교정은 아무 문제없이 수행되었다. 컴퓨터에 나타나는 주증기압력 과 압력계로 읽은 압력값이 서로 일치하며, 컴퓨터에 나타나는 주증기 압력은 별도의 트랜스미터로부터 신호를 받아 표시되기 때문에 맞을 것으로 판단된다.
∙ 제어실 운전원의 말에 의하면 그날 저녁에 출력을 증가시킬 수 없었던 것만 제외하면 다른 모든 것은 정상이었던 것 같다고 한다. 제어 방식을 자동으로 설정하면 잘 운전되었는데 수동으로 설정하면 제대로 되지 않았다.
∙ 문제는 “출력 표시상의 오류”가 아니라 실제적인 문제이다.
∙ Log Sheet 상으로는 특이할 만한 일이 없었으며 운전원들도 어떤 특별한 사항을 보거나 감지하지 못했다.
∙ 운전 감독자는 무엇이 문제인지에 대해 뾰족한 생각이 없다고 말했다. 운전 감독자의 의견으로는 증기유량과 급수유량이 서로 맞지 않는다는 것이다. 현재의 부하(250 ㎿)에서 실재 증기유량 및 급수 유량은 설계조건과 일치한다. 운전 감독자의 생각으로는 진동 상태와 축의 위치가 변화하지 않은 것으로 봐서 터빈 내부에 손상이 있다고는 믿기 어렵다는 것이다. 터빈손상을 일으킬 만한 운전상의 어떤 문제점도 보고되지 않았다. 육안으로나 소리 그리고 계기를 이용한 점검 결과 발전기는 제대로 운전되고 있는 것 같다. 제어 및 전기 감독자는 전력계통 안정화 장치(Power System Stabilizer)가 제 기능을 발휘하지 못해 전압조정기가 제대로 동작하지 못하고 있는 것이라고 생각한다. 전기원이 전압조정기와 전력계통 안정화 장치를 점검하고 있다.
운전 감독자와의 대화로부터 다음과 같은 사항이 결론 지어졌다.
∙ 발전기는 제한범위 내에서 운전중이다.
∙ 운전상의 문제는 없었다.
∙ 계측설비와 관련된 문제는 아니다.
∙ 터빈 내부손상은 아닐 것이다.
∙ 문제와 직접적으로 관련있는 것은 “증기 및 급수유량이 줄어든 것”으로 보인다. 이 부분에 대해서는 더 자세한 조사가 필요하다.
∙ 비록 가능성은 희박하지만, 전력계통 안정화 장치가 제 기능을 발휘하지 못하고 있다는 의견에 대해서도 더 조사가 필요하다.
(4) 결론
터빈이 전출력을 내기 위해서는 증기 유량이 불충분하다는 견해가 있었고 또한 전압조정기에 문제가 있다는 견해가 있어 두 문제 모두 조사되었다. 현재 발전기 출력에 상응하는 증기량이 실재로 터빈에 공급되고 있는지 여부와 추기 증기량이 제대로 형성되고 있는지 여부를 확인하기 위해 현재 출력상태에서의 증기유량을 추기 증기량과 비교하여 점검하였다. 만일 터빈 내부에 큰 손상이 있었다면 손상부위 이후에 위치한 추기관에서의 추기 증기유량은 당초 설계치보다 더 많아질 것이다. 그러나 실재 추기 증기량과 압력은 해당 출력에서의 설계 추기 증기량이나 압력과 일치했다. 추기 증기량이 설계치와 동일한 것으로 보아 터빈 내부에는 큰 손상이 없다고 보고, 적절히 동작하지 않으면 증기유량을 감소시킬 가능성이 가장 큰 Main Steam Control Valve의 작동상태를 점검해보기로 결정하였다. 점검결과 3번 Control Valve의 스템이 절단되어 Control Valve가 열리지 않은 것으로 판명되었고 절단된 Control Valve의 Stem이 교체된 후 터빈은 전출력을 낼 수 있었다.
여기서 이야기하고 싶은 것은 어떤 종류든지 체계화된 나름대로의 진단 기법을 이용하는 것이 아무런 원칙없이 문제에 접근하는 것보다 훨씬 효과적이라는 것이다. 객관적이고 이성적인 접근 대신에 주관적인 감정의 개입이나 잘못된 자료에 의한 오판으로 인해 시간과 돈을 낭비하게 되는 일을 방지하려면 위와 같이 체계화된 진단기법을 활용해야 한다.
2. 불균일한 공극에 의한 맥놀이 (Beat Vibration due to Uneven Air Gap on a Motor)
2.1 運轉 狀況 (Operating Status)
주급수 펌프를 구동하는 3000마력 유도전동기의 기계 개략도는 그림 15-1과 같다. 운전원의 보고에 의하면 고부하 운전시 전동기의 진동 진폭이 높고 전동기 인근에서 맥놀이를 들을 수 있다고 한다. 당신은 기계진동 전문가로서 전동기의 고장을 진단해야 한다. 피구동 펌프로부터 진동속도 자료의 이용이 가능하지만 분석 내용은 전동기에 집중해야 한다. 분석을 수행하기 전에 먼저 다음의 운전 및 정비에 관한 정보를 고려해야 한다. 주급수펌프 및 전동기의 진동은 고부하에서 높게 운전되고 있으며, 맥놀이는 지난 정비 이후 전동기로부터 발생되고 있으며, 지난 정비시 베어링과 오일 밀봉장치가 교체되었다.
그림 15-1 주급수펌프의 개략도 및 진동 변환기 설치 위치
2.2 電動機 諸元 (Motor Specifications)
형식 : 유도전동기
마력 : 3000 HP
속도 : 3600 rpm
전압 : 4000V
극수 : 2
2.3 振動 分析者의 診斷結果 (The Results Diagnosed by Analyst)
분석을 위한 3개의 데이터 베이스가 있다. 그림15-1에서와 같이 전동기와 펌프로부터 XY 변위 및 속도 변환기에서 자료를 얻기 위해 2개의 108 DAIU 장비가 사용되었다. 변위 변환기로부터는 전동기 베어링의 자료만 수집되었고 속도 변환기로부터는 4개의 베어링 모두에서 자료가 수집되었다. 이 사례에서 기계 오기능은 전동기 문제들만으로 구성되어 있다. 계자권선의 층간단락, 부적절하게 정렬된 전동기 베어링에 기인한 불균일한 공극, 편심 회전자 철심 등을 예상할 수 있다. 이러한 현상은 2× Slip 주파수에서 각기 1× 및 2× 맥놀이가 있고 전동기 부하 증가와 더불어 1× 진동 벡터가 크게 변화하는 것으로 보아 분명하였다.
2.4 診斷 結果의 細部內容 (Details of Diagnostic Results)
(1) 제공된 사례의 개요를 읽은 후 조사목적을 정의하고 나열한다.
∙ 전동기 운전상태를 측정하고 기록한다.
∙ 관찰한 비정상 진동특성의 원인을 규명한다.
∙ 고장원인을 고정하기 위한 조치를 추천한다.
(2) 이 사례에서 나타난 기계와 상황에 대해 알고 있는 바를 열거한다.
∙ 전동기는 고출력에서 진동이 높다.
∙ 기계 Train 배치는 그림 15-1과 같다.
∙ 변환기 설치 위치는 그림 15-1과 같다.
∙ 전동기에서 맥놀이가 일어난다.
(3) 데이터베이스를 조사하는 동안 관심 항목이나 문제들을 요약한다.
∙ #1, 2 베어링에서 Slow Roll이 크다. 153 rpm에서 변위 변환기(1XD, 1YD, 2YD) 채널의 Slow Roll 값이 2 mil을 초과한다.
∙ 전동기 전원이 차단될 때 과도한 2× 진동(1.8mil)이 현저하게 사라지는 것으로 나타난다.
∙ 전동기 양쪽 베어링의 1× 진동은 전동기 부하가 증가될 때 현저하게 변화한다.
∙ 부하운전 중 전동기의 1× 진동은 2배의 전동기 Slip 주파수와 같은 맥놀이 주파수로 변조된다.
∙ 또한 부하운전 중 전동기의 2× 진동은 2배의 전동기 Slip 주파수와 같은 맥놀이 주파수로 변조된다.
∙ 부하운전 중 2× 진동벡터는 진폭과 위상에서 사이클링 한다.
(4) 관찰한 기계 거동의 근본원인과 이러한 관찰을 확인하는 Plot Format들을 열거한다
∙ #1, 2베어링에서의 과도한 축 Glitch는 Proximity 변환기의 대향 축 표면이 더럽거나 스크레치에 기인하는 것 같다. 또한 #1 베어링에서 큰 2× Runout이 있는 것은 고유의 회전자 비대칭에 기인한 것 같다. 이것은 Orbit/Timebase Plot의 Slow Roll 상태에서 분명히 나타난다.
∙ 전동기 전원이 차단되었을 때 첫 번째와 두 번째 파형 샘플 사이에서 2× 진동 진폭이 어떻게 떨어지는가를 정지시의 Cascade Plot가 보여준다. 이것은 전기적 원인인 2× 진동이 있다는 것을 의미한다. 부하운전 중 스펙트럼 정보를 면밀히 검사해보면 2× 부근에, 하나는 2x의 축속도에, 또 하나는 2배의 전력 계통주파수에 실제로 2개의 진동 주파수 성분이 있는 것을 볼 수 있다. 이것이 2배의 Slip 주파수의 맥놀이 주파수에서 2× 진동의 맥놀이를 일으킨다. 2× 축속도 진동은 설계상 로터의 비대칭 결과이다. 비정상적으로 높은 것은 2배의 계통주파수 성분이다. 이것은 전형적으로 베어링과 고정자 Bore간 부적절한 축정렬(Parallel Offset)의 결과로 전동기의 불균일한 공극에 의해 일어난다.
∙ 1× 부근에서의 스펙트럼을 정밀 점검한 결과 부하운전중에 1× 진동은 상당히 낮은 진폭의 제2의 성분을 동반한 것으로 나타났다. 1× 성분과 제2의 성분을 분리하면 다시 2배의 Slip 주파수가 있다. 이것은 작은 크기의 로터 편심(진폭이 낮기 때문임)을 암시한다. 다시 말하면 로터의 회전중심은 기하학적 중심선과 일치하지 않는다는 말이다.
∙ 60 ㎿에서 93 ㎿까지의 부하변화 동안의 1× Bode Plot을 조사해 보면 양 베어링에서의 1× 벡터의 큰 변화가 있음을 알 수 있다. 1× 벡터의 변화는 다음 2가지 요인에서 온다. 첫째는 1× 구동력(불평형)의 변화이고 둘째는 시스템의 1× 동적 강성의 변화이다. 전동기 부하를 변화시킨 결과 상기 첫번째의 변화가 더 가능성이 높을 것 같다. 이것은 로터 Bar가 절단되거나 단락에 의해 크게 기인한다. 이것은 단락된 위치에서 국부가열의 원인이 되어 로터를 휘게 한다. 이 굽힘은 로터의 평형상태를 변화시켜 결과적으로 1× 구동력을 변화시킨다. 이 힘은 벡터량이기 때문에 1× 진동응답의 변화는 벡터변화이고 1× 진폭의 증가, 감소, 또는 같은 값으로 유지할 수 있다. 이러한 벡터 변화를 조사하는 최선의 방법은 Polar Plot Format를 사용하는 것이다.
(5) 지금은 이용할 수 없지만 당신의 가설을 확인 또는 부정하는 다른 정보들도 열거한다.
∙ Bar의 절단이나 단락의 증거를 찾기 위한 전동기의 물리적인 조사를 한다.
∙ 회전자와 고정자 사이의 변화하는 갭 폭을 알기 위한 갭 검사를 한다.
∙ 편심 철심을 검사하기 위한 회전자를 검사한다.
∙ 신호의 품질을 개선하기 위해 변환기 대향지역을 Polishing하거나 소자 시켜야 하는지를 결정하기 위한 변환기 대향지역을 조사한다.
(6) 문제를 교정하기 위한 권고사항
∙ 불균일한 공극을 제거하기 위한 전동기 베어링 축정렬을 시행한다.
∙ 단락되거나 절단된 회전자 Bar 및 손상된 적층 철심을 교체한다.
∙ 조사 동안 발견된 편심 철심을 교정한다.
∙ 변환기 대향지역의 Polishing과 소자를 실시한다.
2.5 調査에 使用된 Plot (Plots Used During the Investigation)
(1) APHT
그림 15-2 부하변화동안 (60→93 ㎿, 09:26→09:32) #1 베어링은 1× 진동의 현저한 변화를 보여준다
그림 15-3 부하변화동안 (60→93 ㎿, 09:26→`09:32) #2 베어링은 2× 진동의 현저한 변화를 보여준다
그림 15-4 부하 운전중 2× 진폭 및 위상이 넓게 변화하는 것을 보여준다
그림 15-5 부하운전중 상대적으로 작은 1× 진동을 보여주는 2XD APHT Plot 이다.
그림 15-6 부하운전중 줌 모드로 수집한 2YD APHT Plot. 2× 벡터의 주기적인
진동을 보여주는데 이 진동주파수는 2배의 전동기 Slip 주파수
(2) Waterfall
그림 15-7 2× 부근에 약 119㎐ 성분과 2배의 계통주파수 120㎐ 성분을 보여주는
Zoom Waterfall. 2배의 전력 계통주파수 성분의 존재는 맥놀이의 원인이 된다
(3) Cascade
그림 15-8 전원차단에 의한 전동기 정지시 1XD의 Cascade Plot.
원차단직후 2× 진동이 현저히 감소한 것을 보여준다
(4) Polar
그림 15-9 부하 1× 진동은 바나나 모양으로 변화하고 2× 진동은
변화하는 동안 공모양으로 주기적인 변화를 보여준다
(5) Orbit/Timebase
그림 15-10 Slow Roll운전시 #1,2(YD) 베어링은 과도한 Runout/Glitch를 나타낸다
2.6 診斷 專門家의 結論 要約 (Summary of Diagnostic Expert Engineers Conclusions)
∙ 과도한 스크레치 및 잔류 자기는 #2 베어링 변환기 대향지역에 있다. 이것은 Polishing 및 소자에 의해 수정되어야 한다.
∙ 전동기는 단락의 증거를 보여준다. 이것은 손상된 적층철심이나 절단된 Bar에 의해 기인된다. 이것은 수정되어야 한다.
∙ 전동기는 회전자와 고정자사이 불균일한 공극의 징조를 보인다. 이는 형편이 닿는 대로 빨리 전동기 베어링을 고정자 Bore에 재정렬시켜 수정해야 한다.
∙ 전동기 축의 회전중심과 기하학적인 중심선 사이에는 적은 양의 편심이 있다. 이것은 미미하므로 이로 인해 상태가 악화되면 수정하면 된다.
3. 정지간 공진점에서 여자기 로터 마찰 (Exciter Rotor Rub during Coastdown at its Resonance Speed)
3.1 運轉 狀況 (Operating Status)
500 ㎿ 증기터빈/발전기는 그림 15-11과 같이 TC4F 형식으로 9개의 저널 베어링이 있다. 각 베어링에는 XY Proximity 변환기가 있어 반경방향 진동을 감시한다. #8, 9 베어링의 금속온도가 비정상적으로 높다고 운전원은 보고한다. 기계진단 전문가로서 이 유니트의 건강상태를 보고하고 발견된 문제점들을 진단 할 것을 요청 받았다.
분석을 수행하기 전에 먼저 다음의 운전 및 정비에 관한 정보를 고려해야 한다. 즉 #8, 9 베어링의 금속온도가 정상치보다 높고, Slow Roll 운전시에도 #3, 6, 7 베어링의 진동은 현저한 진동을 보이고 있고 또한 여자기 베어링의 진동 진폭은 두 채널중 한 채널이 아주 높은 것을 고려해야 한다.
그림 15-11 증기터빈․발전기의 개략도 및 진동변환기 설치 위치
3.2 터빈/發電機 諸元 (Turbine/Generator Specifications)
| 터 빈 | 발 전 기 |
| 재열 터빈 502.3 ㎿ Tandem Compound Quadruple Flow 3600 rpm 2400 psig-1000˚F 3.5 in Hg abs |
출력 : 530 (Nameplate) Stator Volts: 18,000 Stator Amps: 20,688 ㎐: 60 Phase: 3 Rotor Amp: 4,626 Exciter Volt: 600 |
3.3 振動 分析者의 診斷結果 (The Results Diagnosed by Analyst)
이 사례에 대한 자료로는 단지 열간 상태의 정지 기록만 있다. 9개의 전 베어링의 XY 채널 모두에서 진동 신호를 얻기 위해 3개의 DAIU 108 장비가 사용되었다. 4번째 데이터 베이스로는 #1~8 베어링의 2×의 수직 진동만 수집하도록 구성되었다. #9 베어링은 심하게 Misalignment 되었다. 바나나 형태와 8 자모양의 Orbit를 여자기에서 볼 수 있다. 또한 여자기는 불평형 상태에 있었다. 이러한 복합적인 작용으로 #9 베어링에서 Rubbing이 일어나 #8, 9 베어링에서 진폭이 Scale Over하였다. #3, 6, 7 베어링에서 많은 양의 Glitch가 있고, #1 베어링에서는 베어링 손상에 기인한 축 중심선 거동이 비정상인 것을 보여준다.
3.4 診斷 結果의 細部內容(Details of Diagnostic Results)
(1) 제공된 사례의 개요를 읽은 후 조사목적을 정의하고 나열한다.
∙ 터빈/발전기 운전상태를 측정하고 기록한다.
∙ 관찰한 비정상 진동특성의 원인을 규명한다.
∙ 고장원인을 교정하기 위한 조치를 추천한다.
(2) 이 사례에서 나타난 기계와 상황에 대해 알고있는 바를 열거한다.
∙ 기계 Train은 그림 15-11과 같고 제원은 명판의 내용과 같다.
∙ 진동은 각 베어링에 위치한 XY 변위 변환기로부터 검출할 수 있다.
∙ #8, 9 베어링의 금속온도는 정상치보다 높게 운전되고 있다.
∙ Slow Roll 운전시에도 #3, 6, 7 베어링의 진동은 현저한 진동을 나타낸다.
∙ #9 베어링의 수직과 수평 진동은 현저한 차이를 나타낸다.
(3) 데이터 베이스를 조사하는 동안 관심 항목이나 문제들을 요약한다.
∙ #3, 6, 7 베어링에서는 많은 양의 Glitch가 있다.
∙ #9 베어링은 Preload가 커서 Orbit이 편편하고 8자 모양이다.
∙ 여자기 회전자는 현저한 불평형을 가지고 있다.
∙ 여자기 회전자는 2500 rpm에서 큰 편심 공진을 가지고 있다.
∙ 저압터빈 로터는 2550 rpm에서 큰 편심 공진을 가지고 있다.
∙ 고중압터빈 로터는 1450 rpm에서 큰 편심 공진을 가지고 있다.
∙ #9 베어링은 정지시 공진속도에서 Rubbing이 일어난 것 같다.
∙ 여자기는 크게 Misalignment 되어 있다.
(4) 관찰한 기계거동의 근본원인과 이러한 관찰을 확인하는 Plot Format들을 열거한다.
∙ Slow Roll 시간 영역 파형은 #3, 6, 7 베어링에서 Glitch가 크다는 것을 확인 해준다.
∙ #9 베어링 Orbit는 Misalignment에 기인한 큰 Preload가 있음을 보여준다.
∙ #9 베어링에서의 정지시의 Rubbing은 Orbit, 축중심선도, Bode 및 Cascade 선도로 확인된다.
(5) 지금은 이용할 수 없지만 당신의 가설을 확인 또는 부정하는 다른 정보들도 열거한다.
∙ #9 베어링 및 오일 실의 점검으로 Rubbing이 일어났는지를 확실히 결론지어준다.
∙ #8, 9 채널에서 진동은 정지시 여자기가 공진영역을 통과하는 동안 진동범위를 벗어났다.
(6) 문제를 교정하기 위한 권고사항
∙ 여자기의 열간 및 냉간 축정렬 상태를 분석하여 축정렬을 수정한다.
∙ 여자기를 발란싱 한다.
∙ #3, 6, 7 베어링 진동 검출기 대향 축표면을 Burnishing한다.
∙ 손상 확인을 위해 #1 베어링을 점검한다. 비정상의 축 중심선도는 손상이 있을 것이라는 것을 암시한다.
∙ Rubbing손상되었는지 #9 베어링 및 오일 실을 점검한다.
3.5 調査에 使用된 Plot (Plots Used during the Investigation)
(1) Orbit
그림 15-12 Rubbing시 범위를 벗어나는 #9 베어링의 Orbit
(2) Shaft Centerline
그림 15-13 #9 Shaft Centerline
그림 15-14 정지시 비정상 이동을 보여주는 #1 Shaft Centerline
(3) Cascade
그림 15-15 높은 1× 및 2× 진동을 보여주는 #9 베어링의 수직 채널의 Cascade
(4) Timebase Plot
그림 15-16 스크래치로 인하여 큰 양의 Glitch를 보여주는 #6 베어링의 Timebase Plot
(5) Bode Plot
그림 15-17 [Rubbing의 결과로 강성이 증가하면서 공진영역이 넓어지는 것을 보여주는
#9 베어링 수평채널의 Bode Plot]
3.6 診斷 專門家의 結論 要約 (Summary of Diagnostic Expert Engineer’s Conclusions)
∙ #9 베어링은 정지시 공진영역을 통과하면서 Rubbing이 일어났다.
∙ #3, 6, 7 베어링 변환기의 대향지역은 스크래치 등으로 인하여 상태가 불량하여 신호상으로 많은 양의 Glitch를 나타내고 있다.
∙ #1 베어링은 정지시 축중심선도 상에 이상한 거동을 보여준다. 이는 손상된 베어링이거나 부적절한 축정렬 또는 Oil Pump의 영향에 기인 할 수 있다.
∙ #9 베어링은 여자기 베어링으로 다른 슬리브 베어링에 비해 상당히 작다. 이것은 로터에 의한 반경방향 하중은 유막 쐐기 힘을 쉽게 압도할 수 있으므로 부하용량이 훨씬 적다는 것을 의미한다. 여자기 Misalignment로 인한 Preload는 축중심선을 #9 베어링에서는 Rubbing위치로 움직이게 하고, #8 베어링에서는 상대적으로 적게 움직이게 하는 것이 그 이유이다.
∙ Rubbing은 일시적으로 시스템의 강성을 증가시키므로 공진주파수를 일시적으로 증가시킨다. 이것은 Rubbing 충격이 일어나는 진동평면에서 가장 현저하다. 이러한 이유로 #9 베어링의 수평방향 채널은 공진영역이 현저히 확장된 것을 보여주지만 수직채널은 거의 없다. 정지시 축중심선의 위치는 수평방향 검출기 가까이 있는 베어링 벽에 대향하여 올라가는데 유의하라.
4. 유인 통풍기의 변화하는 불평형 진동 (Changing Source of Imbalance on the Induced Draft Fan)
4.1 運轉 狀況 (Operating Status)
그림 15-18과 같이 유인통풍기(Induced Draft Fan)는 고정 커플링으로 400마력의 유도전동기와 연결되어 있는데 과거 수차례 Fan 발란싱 작업을 시행하였으나 효과가 별로 없었다. 전동기의 베어링은 구름 베어링이고 XY 속도 변환기가 설치되어 있다. 진단을 위해 Fan의 유체유막 베어링에 임시로 XY 변위 변환기 및 Keyphasor를 설치했다. 분석을 수행하기 전에 먼저 다음의 운전 및 정비에 관한 정보를 고려해야 한다. 이 Fan은 60~70년이나 된 건물 6층에 위치하고 같은 속도로 운전되는 2개의 다른 Fan은 바로 아래층에 위치한다. 이 Fan은 2년되었고 이전 Fan보다 용량이 더 큰 것으로 교체되었고 보일러 용량도 증가시켰다. 그러나 이 Fan은 감시설비가 없고 과거의 발란싱 작업은 지진계식 변환기를 사용했고 2년 동안 24차례나 실시했다.
그림 15-18 유인통풍기의 개략도와 진동 측정기 설치 위치
4.2 電動機 및 Fan의 諸元 (Motor and Fan Specifications)
| 유 도 전 동 기 | Fan |
| HP: 400 rpm: 880 Volts: 4160 Amps: 53.5 Cycles: 60 Phase: 3 Class Insulation: B |
Operating rpm : 885 Max rpm: 885 Max Temperature: 600 |
4.3 振動 分析者의 診斷結果 (The Results Diagnosed by Analyst)
이 사례용 자료는 3개의 데이터 베이스로 되어 있는데, 처음은 Run 0이고, 둘째는 Run 0의 Polar를 이용하여 Trial Weight를 단 것이고, 세 번째는 Trial Run을 기초로 하여 계산 Weight를 단 이후의 자료이다. 자료에서는 시스템이 비선형인 것을 나타낸다. 즉 Weight를 이동하여도 기대하는 진동수준으로 결과가 나타나지 않는다. 이는 Fan Hub로 이물질이 들어간 것으로 드러났다. Fan을 정지하여 Weight를 부착할 때마다 이물의 위치가 변하여 Fan의 평형상태를 흩트리는 것이다. Hub로의 이물유입이 허용되는 구멍을 막고 Hub를 청소하였다. 이 조치 이후 Fan은 선형적으로 거동하여 진동은 상대 축진동으로 1.5 mils 이하로 감소되었다.
4.4 診斷 結果의 細部 內容 (Details of Diagnostic Results)
(1) 제공된 사례의 개요를 읽은 후 조사목적을 정의하고 나열한다.
∙ 전동기 및 Fan Train 운전상태를 측정하고 기록한다.
∙ 관찰한 비정상 진동특성의 원인을 규명한다.
∙ 고장원인을 교정하기 위한 조치를 추천한다.
(2) 이 사례에서 나타난 기계와 상황에 대해 알고 있는 바를 열거한다.
∙ 기계의 Train은 그림 15-18과 같고 제원은 명판과 같다.
∙ 진동은 각 베어링에 위치한 변위 및 지진계식 변환기로부터 검출할 수 있다.
∙ 지난 2년 동안 24회의 발란싱을 한바있다.
∙ 기계는 기초에 견고히 지지되지 않았다.
∙ 지진계식 변환기는 아래층에 있는 2대의 다른 Fan에 의해 가진되었고, 이 변환기를 이용하여 발란싱을 하였다.
(3) 데이터 베이스를 조사하는 동안 관심 항목이나 문제들을 요약한다.
∙ 임시 설치로 인해 변위 검출기 주위에 현저한 양의 Glitch가 있다.
∙ 속도 변환기는 정격속도에서 높은 진동을 나타내고 Fan이 정지되어도 높게 유지되고 있다.
∙ Fan은 불평형의 징후를 보인다.
∙ Fan은 Weight에 비례하여 선형적으로 응답하지 않는다.
(4) 관찰한 기계거동의 근본원인과 이러한 관찰을 확인하는 Plot Format들을 열거한다
∙ Slow Roll 시간영역 파형은 Fan 베어링에 큰 Glitch가 있는 것을 확인해 준다.
∙ Orbit는 Fan의 불평형 상태를 나타낸다.
∙ Polar Plot는 이 Fan이 1차 공진속도 아래에서 운전되고 있음을 보여준다.
∙ 또한 Polar Plot는 Weight가 진동을 변화시키나 선형적인 효과가 없음을 나타낸다.
(5) 지금은 이용할 수 없지만 당신의 가설을 확인 또는 부정하는 다른 정보들도 열거한다.
∙ Weight 위치의 변화없이 전번 기동 위치의 반대 위치(180˚ 반대편)에서 기동하여 이것이 진동에 어떤 결과를 주는지 조사한다.
∙ 정지시 Access Hole을 열어 이물이 Fan 로터의 Hub로부터 빠져나가는지 조사한다.
(6) 문제를 교정하기 위한 권고사항
∙ Fan Hub 내부 청소 및 이물 유입 Hole을 밀봉하고 Fan 로터를 다시 발란싱 한다.
4.5 調査에 使用된 Plot (Plots Used during the Investigation)
(1) Orbit/Timebase
그림 15-19 Fan Inboard Direct Orbit/timebase Plot
그림 15-20 Fan Inboard 1X Orbit/timebase Plot
그림 15-21 Fan Outboard Direct Orbit/timebase Plot
그림 15-22 Fan Outboard 1X Orbit/timebase Plot
그림 15-23 Fan Inboard Direct Orbit/timebase Plot
그림 15-24 Fan Inboard 1X Orbit/timebase Plot
그림 15-25 Fan Outboard Direct Orbit/timebase Plot
그림 15-26 Fan Outboard 1X Orbit/timebase Plot
(2) Polar
그림 15-27 Fan Inboard Polar Plot (Right Probe)
그림 15-28 Fan Inboard Polar Plot (Left Probe)
그림 15-29 Fan Outboard Polar Plot (Right Probe)
그림 15-30 Fan Outboard Polar Plot (Left Probe)
4.6 診斷 專門家의 結論 要約 (Summary of Diagnostic Expert Engineer’s Conclusions)
∙ 이물이 Fan Hub 내로 유입되고 있어서 Fan이 정지하면 이물이 Hub 하부에 모이고, Fan이 기동되면 이물은 원심력으로 어떤 위치에 자리잡게 되어 불평형의 위치가 변화하게 된다.
∙ 다른 2대의 Fan으로부터 구조물을 통하여 전달되는 높은 지진 활동이 있는 곳에서는 지진계식 변환기보다 변위변환기를 사용하므로써 더 큰 감도를 가지고 Fan을 발란싱할 수 있다. 이런 식으로 하여 전문가는 Fan을 1.5 mils p-p 이하로 발란싱할 수 있었다.
∙ 금번 발란싱 작업후 2년이 지나도록 어떤 문제도 발생되지 않았다.
5. 마찰에 의한 진동 변동 (Vibration Fluctuation due to Rub on a Generator)
5.1 運轉狀況 (Operating Status)
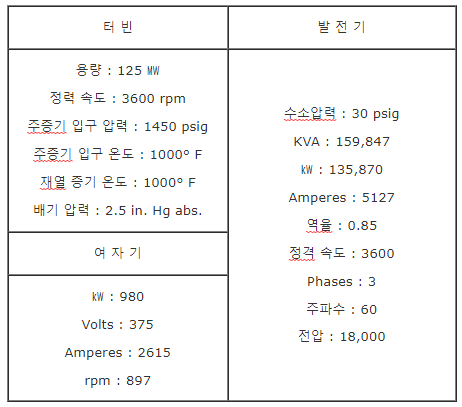
그림 15-31과 같이 125 ㎿ 터빈/발전기의 전 베어링은 미끄럼 베어링이다. 발전기 전측 베어링(#5)은 이상한 진동의 오르내림이 있어 당신은 기계진동 전문가로서 이 문제를 의뢰 받았다고 하자. 분석을 수행하기 전에 먼저 다음의 운전 및 정비에 관한 정보를 고려해야 한다.
발전기 진동 감시기로부터 진동 진폭이 주기적으로 오르내리는 이상 현상이 나타났고, 진폭변동의 주기도 변화한다. 이 현상은 지난 계획예방정비시 저압터빈과 발전기를 정비한 이후 나타났다.
그림 15-31 터빈․발전기 개략도 및 진동 측정기 설치 위치
5.2 터빈/發電機 諸元 (Turbine/Generator Specifications)
5.3 振動 分析者의 診斷結果 (The Results Diagnosed by Analyst)
분석용 자료로 6개의 데이터 베이스가 있다. 2개의 108 DAIU 장비로 다음의 세 경우 즉, 냉간기동, 정상 상태의 부하운전시와 무부하 및 정지시 자료를 수집했다. 그림 15-31에서와 같이 전 베어링에 XY 변위 검출기가 설치되어 기계를 감시하는데, 가장 현저한 현상은 #5 베어링의 1× 진동이 정상상태 운전중인데도 끊임없이 변화하는 것이다. 이것은 #5 베어링측 발전기 Seal에서 가벼운 Rubbing에 기인한 것으로 생각된다.
5.4 診斷 結果의 細部 內容 (Details of Diagnostic Results)
(1) 제공된 사례의 개요를 읽은 후 조사목적을 정의하고 나열한다.
∙ 터빈/발전기 운전상태를 측정하고 기록한다.
∙ 관찰한 비정상 진동 특성의 원인을 규명한다.
∙ 고장 원인을 교정하기 위한 조치를 추천한다.
(2) 이 사례에서 나타난 기계와 상황에 대해 알고 있는 바를 열거한다.
∙ 제어실 진동감시기는 발전기 베어링에서 진동의 오르내림을 나타낸다.
∙ 문제는 지난 계획예방정비 이후 일어났다.
∙ 기계의 배치 상태 및 변환기 구성은 그림 15-31과 같다.
∙ 데이터 베이스는 다음 세 경우(냉간기동, 정상 상태 부하운전 및 정지시)의 자료임.
(3) 데이터 베이스를 조사하는 동안 관심 항목이나 문제들을 요약한다.
∙ HP/IP 터빈은 1850 rpm, 저압터빈은 1700 rpm, 발전기는 1300, 2500 rpm에서 큰 편심 공진 상태에 있다.
∙ 정상부하운전 중 #1, 2 베어링에서 높은 1× 진동(약 4mil)을 나타낸다.
∙ 정상 부하운전 중 #1 베어링의 축중심선이 크게 이동하는 것은 부하 변동 및 노즐 통과 증가량 평형상태에 영향을 주는 것 같다.
∙ 발전기 #5 베어링의 1× 진동은 부하운전 중 진폭과 위상이 주기적으로 변화하는 것으로 나타났다. 이 오르내림의 주기는 기동시마다 변동한다. 12월 14일 아침 정상상태 부하운전 시에는 2시간의 주기를 나타냈으나, 같은 날 오후 정지전의 부하 자료에서는 약 54분의 주기를 보여준다.
(4) 관찰한 기계 거동의 근본 원인과 이러한 관찰을 확인하는 Plot Format들을 열거한다
∙ #5베어링에 가장 가까운 수소 Seal의 가벼운 Rubbing은 Rub Spot이 서서히 변함에 따라 로터상의 Hot Spot이 서서히 돌아가는 원인이 된다(Polar 및 Trend Plot 참조). 그러나 가벼운 Rubbing이므로 Orbit 상에서는 Rubbing의 어떤 증거도 보여주지 않는다.
∙ 부하변화시 #1 베어링에서 축중심선이 많이 이동하는 것은 노즐을 통과하는 증기량의 불평형에 의해 로터가 들어 올려지는 것으로 판단된다. 증기실로부터 고압 1단으로 고압의 증기가 지나는 노즐은 대칭 증기흐름 상태로 흐르지 않기 때문에 이것이 로터에 불평형 압력을 일으킬 수 있다. 이 경우에서는 고압증기가 로터 하부로 유입되어 로터를 과도하게 들어올려진 것으로 가정할 수 있다. 이 현상은 축 중심선 선도에서 볼 수 있다.
(5) 지금은 이용할 수 없지만 당신의 가설을 확인 또는 부정하는 다른 정보들도 열거한다.
∙ 주기적인 거동을 관찰한 후 냉간 기동시와 열간 정지시의 Slow Roll 벡터를 비교하면 Rubbing에 기인하여 발전기 로터에 어떤 휨이 있는지를 확인할 수 있다. 아마 #5 베어링 부근 수소 Seal에서의 가벼운 Rubbing은 주기적인 거동의 원인이 될 수 있다.
∙ 밸브 열리는 순서가 #1 베어링의 축중심선 움직임의 원인인지 확인하기 위해 부하 변화 동안 이 밸브의 열리는 순서를 변동해 본다.
∙ 축정렬이 발전기의 주기적인 거동에 영향을 주는지를 알기 위해 #5 베어링의 축정렬 상태를 가볍게 변화시켜 본다.
∙ 수소 Seal 압력이 주기적인 진동을 개선하는지를 알아보기 위해 Seal 압력을 변동시켜 본다.
(6) 문제를 교정하기 위한 권고사항
∙ 밸브 열리는 순서가 #1 베어링의 축중심선 움직임에 영향을 주면, 이러한 과도 축중심선의 이동을 피하기 위해 밸브의 열리는 순서를 개선한다.
∙ 수소 Seal에서 Rubbing 상태를 피하기 위해 #5 베어링의 축정렬 상태를 가볍게 변화시킨다.
∙ 가까운 기회에 수소 Seal을 점검한다.
∙ 주기적인 진동문제가 Seal 압력을 조정하여 교정되는지를 알아보기 위해 Seal 압력을 변화시켜 본다.
5.5 調査에 使用된 Plot (Plots Used during the Investigation)
1) APHT(Amplitude Phase vs Time)
그림 15-32 발전기 #5 베어링의 1× 진동은 부하운전 중 진폭과 위상이 주기적으로
변화하는 것으로 나타났는데 이 오르내림의 주기는 12월 14일 아침 정상
상태 부하운전 상태에서 2시간의 주기를 보여준다
그림 15-33 발전기 #5 베어링의 1× 진동은 부하운전 중 진폭과 위상이 약 2시간 주기로 변화하는
영향으로 #6 베어링도 미미하게 변화함
그림 15-34 발전기 #5 베어링의 1× 진동은 부하운전 중 진폭과 위상이
주기적으로 변화하는 것으로 나타났는데 이 오르내림의 주기는
12월 14일 오후 정지전에는 약 54분의 주기를 보여준다
(2) Shaft Centerline
그림 15-35 정상 부하운전 중 #1 베어링의 축중심선은 크게 이동되었고,
#2 베어링은 상대적으로 적게 움직였다
그림 15-36 정상 부하운전 중 #1 베어링의 축중심선은 크게 이동되었고,
#2 베어링은 상대적으로 적게 움직였다
(3) Polar
그림 15-37 발전기 #5 베어링의 1× 진동이 부하운전 중 진폭과 위상이
연속적으로 변화하는 것을 보여준다
그림 15-38 Resonance 진폭크기가 방향에 따라 (수직 및 수평) 차이가 크다
그림 15-39 수평방향의 Resonance 진폭크기는 매우 작다
5.6 診斷 專門家의 結論 要約 (Summary of Diagnostic Expert Engineers Conclusions)
∙ #1 베어링 저널이 불평형한 밸브 개도 순서에 기인하여 부하 변동시 좌상측으로 움직이는데 이는 로터가 어느 한편으로 고압을 받으면 축의 위치가 변화될 수 있다. 이런 축 움직임은 고압터빈 내의 증기 밀봉 장치의 Rubbing을 유발할 수 있으므로 피해야만 한다.
∙ #5 베어링에 가장 가까운 발전기 수소 Seal에 가벼운 Rubbing이 있을 것 같다. 가벼운 Rubbing이기 때문에 Orbit 모양을 현저하게 변화시키지는 않고 Hot Spot만 변화시킨다. 이 Rubbing 및 Hot Spot 위치가 서서히 변화하기 때문에 발전기 로터 굽힘을 천천히 발생시킨다. 이 서서히 변화하는 굽힘(Bow)이 주기적인 1× 진동 거동의 원인이다.
6. 유체에 의한 불안정 (Fluid Induced Instability at Turbine Bearing)
6.1 運轉狀況 (Operating Status)
그림 15-40과 같이 73 ㎿ 터빈/발전기 베어링은 모두 슬리브 베어링이다. 기계진동 전문가로서 #2, 3 베어링의 고진동 진단의뢰를 받았다. 운전원들은 이 진동이 간헐적으로 발생되므로 진동 변환기나 감시계통에 결점이 있는 것으로 생각한다. 분석을 진행하기 전에 먼저 다음 정보를 고려해야 한다.
#2, 3 베어링은 간헐적인 고진동을 나타내며, 그림 15-40과 같이 각 베어링은 모두 한 개의 Dual Probe로 되어 있어 Orbit나 축중심선 정보를 이용할 수 없다. 또한 변환기나 Wiring, 또는 감시설비와 관련된 간헐적인 문제가 의심된다.
그림 15-40 터빈․발전기 개략도 및 진동 측정기 설치 위치
6.1 터빈/發電機 諸元 (Turbine/Generator Specifications)
6.3 振動 分析者 의 診斷 結果 (The Results Diagnosed by Analyst)
이 사례의 분석용으로 3개의 진동 데이터 베이스가 있다. 관심 있는 자료는 3600 rpm 이상의 것이고, #2 베어링에서 이 현상이 아주 극적으로 일어난다. 진단 전문가는 #2 베어링의 유체 불안정 문제로 진단했다. 주파수(1350 cpm)는 로터 시스템의 큰 편심 공진과 일치한다.
6.4 診斷 結果의 細部內容 (Details of Diagnostic Results)
(1) 제공된 사례의 개요를 읽은 후 조사목적을 정의하고 나열한다.
∙ 터빈/발전기의 운전상태를 측정하고 기록한다.
∙ 변환기가 정확히 작동하는 지를 확인한다.
∙ 관찰한 비정상 진동특성의 원인을 규명한다.
∙ 비정상 진동을 교정하기 위한 조치를 제안한다.
(2) 이 사례에서 나타난 기계와 상태에 대해 알고 있는 바를 열거한다.
∙ 기계의 Train 배치 및 변환기는 그림 15-40과 같다.
∙ 그림 15-40과 같이 #1~4 베어링은 각각 하나의 Dual Probe로 되어 있어 XY 자료 정보를 이용할 수 없다
∙ Keyphasor는 이용 가능하고 회전 방향은 시계방향이다.
∙ 자료는 과속도 시험 및 정지시의 과도 상태와 부하 감발시의 정상상태에서 수집되었다.
(3) 데이터 베이스를 조사하는 동안 관심 항목이나 문제들을 요약한다.
∙ 과속도 시험 동안 전 베어링의 진동이 다소 상승하였으나 #2 베어링의 진동 상승이 아주 현저했다.
∙ #2 베어링의 주파수 성분은 1/2×이하이다.
∙ #1 베어링 진동 신호에는 많은 Glitch가 있다.
∙ 터빈의 공진 속도는 분명하게 나타나지 않지만 1500 rpm 부근에 있다.
∙ #2 베어링의 고진동은 유체 불안정에 기인한다.
∙ 유체불안정 주파수는 회전자 속도에 못미친다. 이것은 시스템의 높은 편심 공진에 고정된 Whip이라는 것을 암시한다.
(4) 관찰한 기계거동의 근본원인과 이러한 관찰을 확인하는 Plot Format들을 열거한다
∙ #2 베어링에서의 유체불안정은 명확한데 이것의 원인은 #2 베어링에서 부하를 받지 않도록 부적절하게 베어링이 축정렬된 것으로 추정되나 각 베어링에 1개의 변환기만 설치되어 있어 축정렬 상태를 확인할 수 없다.
(5) 지금은 이용할 수 없지만 당신의 가설을 확인 또는 부정하는 다른 정보들도 열거한다.
∙ 냉간기동 자료를 수집한다.
∙ 고진동 발생동안 Orbit 모양이나 Orbit 세차 방향의 자료가 필요하다. 또한 베어링 내에서의 축위치를 알려주는 축중심선 위치 정보가 필요하다. 이를 위해서는 각 베어링에 진동 변환기의 추가 설치가 요구된다.
∙ 윤활유 공급온도 및 축정렬 정비 이력 정보를 확보한다.
(6) 문제를 교정하기 위한 권고사항
∙ 각 베어링에서 적정 편심을 유지하도록 다시 축정렬을 한다.
∙ 임시조치로 윤활유 공급온도를 변화시키거나 #2 베어링의 편심을 증가시키도록 약간의 불평형을 만들어 안정성을 높인다.
∙ #1 베어링 진동 변환기의 대향 축표면을 깨끗이 Burnishing한다.
6.5 調査에 使用된 Plot (Plots Used during the Investigation)
(1) Cascade
그림 15-41 과속도 시험을 위한 속도 상승중 유체 불안정 발생
시작점이 3600 rpm 위에 있는 것을 보여준다
2) Bode
그림 15-42 3600 rpm 위에서 유체 불안정 진동이 시작될 때 1× 진동은 큰 변동이
없는데 비해 Direct 진동은 급격히 상승(발산)하는 것을 볼 수 있다
(3) Vector Tabular List
그림 15-43 속도 상승시에는 유체 불안정 상태가 약 3800 rpm에서 시작되었고
Trip후 속도 감소시에는 3700 rpm까지 지속되었다
(4) Timebase
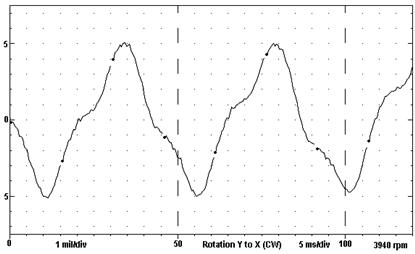
그림 15-44 #2 베어링 Timebase중 3940 rpm에서 불안정 진동 주파수는
1/3~1/2× 사이에 있음을 보여준다
6.6 診斷 專門家의 結論 要約 (Summary of Diagnostic Expert Engineer’s Conclusions)
∙ 이 기계의 불안정한 현상은 정격 운전속도 위에서 일어나지만 정격속도에 너무 가까이에 있다. 운전 조건(부하, 윤활유 온도, 케이싱 및 베어링의 열적 성장 등)의 작은 변화라도 유체 불안정 시작점을 정격속도 영역으로 쉽게 낮출 수 있다.
∙ 불안정 주파수인 1350 rpm에서 분명한 공진이 없는데 이는 #1, 2 베어링에 설치한 변환기가 진동 절점에 잘못 설치되었을 가능성이 있다.
∙ Bode Plot에서 보면 과속도 시험중 3800 rpm에서 불안정이 시작되는 하나의 흥미로운 점이 있는데 트립된후 3700 rpm까지 감속하여도 불안정이 계속되었다. 밸브가 닫힐 때 편심의 변화를 포함한 여러 가지 조건들이 이런 상황을 일으킬 수 있다. 따라서 축에 미치는 영향을 제거해야 한다. 즉 불안정은 일단 발생하면 계속 그 상태로 머물려고 하므로 불안정을 유지시키려는 충분한 Energy가 없다면 3700 rpm까지 유지하지 않는다.
7. 발전기 계자권선 단락에 의한 열적휨 (Thermal Bow due to Shorted Turn in the Field Windings of the Generator)
7.1 運轉 狀況 (Operating Status)
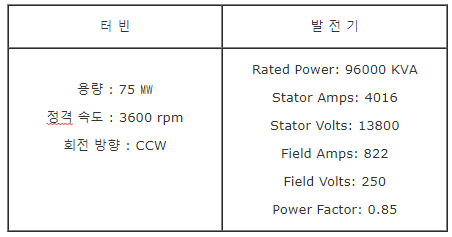
75 ㎿ 열병합 터빈/발전기가 그림 15-45와 같이 배열되어 있다. 최근 2~3 개월 전부터 고부하 운전시 발전기에 고진동이 발생되어 왔다. 진동 전문가로서 운전 상태를 상세히 기록하고 비정상 거동의 원인을 조사하라.
분석을 수행하기 전에 먼저 다음의 운전 및 정비에 관한 정보를 고려해야 한다.
#4, 5 베어링의 진동은 높았고, #1 베어링은 저속에서 고진동이 있었으며, #4 베어링의 변환기는 축표면이 경사져 있음을 나타내고 있었다.
그림 15-45 열병합 터빈․발전기의 개략도 및 변환기 설치 위치
7.2 터빈/發電機 諸元 (Turbine/Generator Specifications)
7.3 振動 分析者의 診斷結果 (The Results Diagnosed by Analyst)
이 사례의 분석용으로 4개의 데이터 베이스가 있다. 2개의 108 DAIU 장비는 전 베어링에서 XY 변위 변환기와 Shaft Rider 자료를 수집하기 위해 사용되었다. 이 경우의 고장은 발전기 계자권선의 단락이 예상되었다. 이는 서로 다른 부하에서 운전한 후의 변경된 정지특성과 계자 전류가 변경되었을 때 1× 진동 벡터의 변화에 의해 증명되었다. 층간단락이 되면 발전기 로터가 국부 과열되고 로터 금속의 부등팽창에 의해 로터의 굽힘이 발생한다. 이것은 결국 로터의 평형상태를 변화시켜 부하가 변화할 때 1× 진동의 변화를 일으키고 또한 정지특성을 변화시킨다.
7.4 診斷結果의 細部內容 (Details of Diagnostic Results)
(1) 제공된 사례의 개요를 읽은 후 조사목적을 정의하고 나열한다.
∙ 터빈/발전기의 운전상태를 측정하고 기록한다.
∙ 관찰한 비정상 진동특성의 원인을 규명한다.
∙ 고장 원인을 교정하기 위한 조치를 추천한다.
(2) 이 사례에서 나타난 기계와 상태에 대해 알고 있는 바를 열거한다.
∙ #4, 5 베어링은 과도한 Runout 및 Glitch를 보여준다.
∙ 기계 Train 및 변환기 구성은 그림 15-45와 같다.
∙ #4, 5 베어링의 진동은 고부하시 더 높게 나타난다.
(3) 데이터 베이스를 조사하는 동안 관심 항목이나 문제들을 요약한다.
∙ 발전기 1차 공진속도는 약 1450~1500 rpm이고, 2차는 2300 rpm이다. 운전속도는 2차와 3차 사이에 있다.
∙ 과도한 Runout은 #4, 5 베어링에서 현저하다.
∙ 발전기의 1× 진동은 부하에 민감하다.
(4) 관찰한 기계거동의 근본원인과 이러한 관찰을 확인하는 Plot Format들을 열거한다
∙ #4, 5 베어링에서의 과도한 축 Glitch는 스크레치 같은 축표면 불량인 것 같은데 이는 Orbit/Timebase Plot상에서 분명히 보여준다.
∙ #4, 5 베어링에서의 부하에 대한 민감한 1× 진동은 발전기 로터의 국부과열에 기인하는 것으로 판단된다. 이것은 로터의 평형 상태를 변화시켜 1× 진동 응답으로 나타난다. 이는 부하변화에 대한 Polar Plot에 분명히 나타난다.
∙ #1 베어링의 과도한 Runout은 로터의 휨에 기인한다.
(5) 지금은 이용할 수 없지만 당신의 가설을 확인 또는 부정하는 다른 정보들도 열거한다.
∙ 영구 굽힘이 있는지 HP/IP 터빈 로터의 Runout을 측정조사 한다.
∙ 발전기 축표면 상태가 문제인지 확인하기 위해 변환기가 설치되는 축부근을 Burnishing 한다.
∙ 단락을 확인하기 위해 발전기 점검을 한다.
(6) 문제를 교정하기 위한 권고사항
∙ 발전기 국부과열 영향을 계산하기 위해 로터의 과도적인 동력학에 영향을 미치지 않도록 발란싱을 하고 빠른 시일안에 발전기 권선을 점검하고 발견한 문제를 정비한다.
∙ #4, 5 베어링에 진동 변환기가 설치되는 축 표면을 Burnishing 한다.
∙ HP/IP 터빈 로터 편심의 원인을 규명하고 교정한다.
7.5 調査에 使用된 Plot (Plots Used during the Investigation)
(1) Polar
그림 15-46 30 ㎿에서 4시간 운전후의 정지 Polar Plot
그림 15-47 75 ㎿에서 며칠간 운전후의 정지 Polar Plot
그림 15-48 75 ㎿/10 MVAR에서 0 ㎿/0 MVAR로 부하변화시의
1× 진동의 변화를 보여주는 정상 상태의 Polar Plot
(2) Orbit/Timebase
그림 15-49 Slow Roll 운전시 과도한 Runout 상태를 보여주는
#1 베어링의 Orbit/Timebase
그림 15-50 Slow Roll 운전시 과도한 Runout 상태를 보여주는
#4 베어링의 Orbit/Timebase
그림 15-51 Slow Roll 운전시 과도한 Runout 상태를 보여주는 #5 베어링의 Orbit/Timebase
7.6 診斷 專門家의 結論要約 (Summary of Diagnostic Expert Engineer’s Conclusions)
∙ 발전기는 계자권선의 단락에 의한 열적인 굽힘이 있는 것으로 나타나므로 근본 원인을 규명하기 위해 제작사와 협의해야 한다.
∙ 고중압 터빈 로터는 영구 굽힘이 있는 것으로 판단되는데 이는 동기 Slow Roll Runout이 큰 것으로 보아 분명하다.
∙ #4, 5 베어링측 축 표면에 있는 과도한 Glitch는 Burnishing해야 한다.
∙ #4 베어링의 변위 변환기는 Taper진 축표면 근처를 벗어나도록 옮겨야 한다.
8. 터빈/발전기의 기계적 불평형 (Mechanical Unbalance of a Turbine Generator Set)
8.1 運轉狀況 (Operating Status)
75 ㎿ 열병합 터빈/발전기는 그림 15-52와 같이 배열되어 있다. 반경 방향의 모든 베어링은 슬리브 베어링이다. 분석을 수행하기 전에 먼저 다음의 운전 및 정비에 관한 정보를 고려해야 한다.
#4, 5 베어링의 진동은 점진적으로 상승되었고 #1 베어링은 저속에서 고진동이 있다.
그림 15-52 열병합 터빈 발전기의 기계 배열 및 변환기 구성도
8.2 터빈/發電機 諸元 (Turbine/Generator Specifications)
8.3 振動 分析者의 診斷結果 (The Results Diagnosed by Analyst)
2개의 208 DAIU 장비는 전 베어링에서 XY 변위 변환기 자료를 수집하기 위해 사용되었다. 이 경우의 고장은 단순한 발전기 불평형 문제이다. #1, 3 베어링에서 과도한 축 Runout이 발견되었고 #3, 5 베어링에서는 역세차 운동이 발견되었다. 역세차 운동의 원인이 무엇인지는 알려지지 않았다.
8.4 診斷 結果의 細部內容 (Details of Diagnostic Results)
(1) 제공된 사례의 개요를 읽은 후 조사목적을 정의하고 나열한다.
∙ 터빈/발전기의 운전상태를 측정하고 기록한다.
∙ 관찰한 비정상 진동특성의 원인을 규명한다.
∙ 이러한 원인을 교정하기 위한 조치를 추천한다.
(2) 이 사례에서 나타난 기계와 상황에 대해 알고 있는 바를 열거한다.
∙ 교정 Weight를 달기 전에는 #4, 5 베어링의 진동은 높았고 진동 성분의 대부분은 1×이고 #4 베어링은 과도한 Glitch를 보여준다.
∙ 기계 Train 및 변환기 구성은 그림 15-52와 같다.
∙ Database는 다음 세 경우(과속도 시험 정지, 정상 부하운전, 부하감발 및 정지)의 자료이다.
(3) 데이터 베이스를 조사하는 동안 관심 항목이나 문제들을 요약한다.
∙ 고중압 터빈의 1차 공진속도는 약 2300~2350 rpm이다.
∙ 발전기의 1차 공진속도는 약 1450~1500 rpm이고 2차 공진속도는 약 3200 rpm이다. 정격 운전속도는 2차와 3차 공진속도 사이에 있다.
∙ #5 베어링 Orbit의 회전방향은 부하증발시와 75 ㎿ 운전사이에서 변화한다.
∙ 과도한 Runout는 #1, 3 베어링에서 현저하다.
∙ 발전기의 1× 진동이 부하 변화 동안 거의 변하지 않는 것으로 보아 부하에 민감하지 않다. 이는 발전기 1× 진동의 원인으로써 권선단락을 배제할 수 있다.
(4) 관찰한 기계거동의 근본원인과 이러한 관찰을 확인하는 Plot Format들을 열거한다
∙정격속도에서 #4, 5 베어링의 1× 고진동은 발전기의 과도한 불평형인것 같다.
∙ #1 베어링의 과도한 Runout은 로터의 휨에 기인하는 것 같다.
(5) 지금은 이용할 수 없지만 당신의 가설을 확인 또는 부정하는 위한 다른 정보를 열거한다.
∙ 발전기 1× 진동 Trend Plot은 시간의 경과와 더불어 평형 상태가 어떻게 변해 왔는가를 알려주는데, 갑작스런 변화가 있었다면 로터 권선의 이완 등이 의심되고, 점진적인 변화라면 시스템 강성이나 불평형 분포 등의 점진적 변화가 원인일 것 같다.
(6) 문제를 교정하기 위한 권고사항
∙ 발전기를 발란싱 한다.
8.5 調査에 使用된 Plot (Plots Used during the Investigation)
1) Polar
그림 15-53 진동교정전 발전기 내외측 베어링의 Polar Plot
그림 15-54 0→68 ㎿ 부하상승하는 동안 발전기 내외측 베어링의
1× 진동이 많이 변화하지 않음을 보여주는 Polar Plot
그림 15-55 진동교정후 정지시 발전기 내외측 베어링의 Polar Plot
그림 15-56 저속에서 많은 양의 Runout을 나타내는 #3 베어링의 Orbit/Timebase
그림 15-57 역세차 운동을 보여주는 #5 베어링의 Orbit/Timebase
그림 15-58 저속에서 많은 양의 Runout을 나타내는 #1 베어링의 Orbit Plot
8.6 診斷 專門家의 結論要約 (Summary of Diagnostic Expert Engineer’s Conclusions)
∙ #1 베어링의 큰 Runout은 성분상 대부분 1×이고 고중압 로터의 굽힘에 기인하는 것 같다.
∙ #3, 5 베어링에서 나타나는 역세차 운동 원인을 규명하기에 충분한 자료가 없다.
∙ 발전기 베어링의 높은 1× 진동은 발전기 불평형에 기인한다. 2차 모드 진동교정을 위해 발전기 내측 220˚에 25oz, 외측 40˚에 25oz를 취부하여 발전기 1× 진동을 각각 1.99, 2.14mil pp로 감소시켰다.
∙ 발전기 취부 Weight를 각각 시계방향으로 25˚더 회전시켜 취부하므로 발전기 미세 진동 교정이 이루어졌다.
9. 전동기의 로터 바 단락에 의한 열적휨 (Thermal Bow due to Shorted Rotor Bar of Motor)
9.1 運轉 狀況 (Operating Status)
Hydrocracker 급수펌프 및 전동기는 그림 15-59와 같이 배열되어 있다. 펌프는 유막 베어링에 지지되는 4000 HP 유도전동기에 의해 구동된다. 당신은 진동 전문가로서 전동기의 고진동 진단을 의뢰 받았다. 분석을 수행하기 전에 먼저 다음의 운전 및 정비에 관한 정보를 고려해야 한다.
이 전동기의 고정자는 단락시 크게 손상받아 재권선한 경험이 있으며, 전동기 #1 베어링에서 큰 진동의 변화가 관찰되어 왔다. 또한 냉간 기동후 부하 증가시 특히 큰 진동의 변화가 일어난다.
그림 15-59 Hydrocracker의 개략도 및 변환기 구성도
9.2 電動機 諸元 (Motor Specifications)
정격 용량 : 4000 HP
축 속도 : 3560 rpm
Phase : 3
60 ㎐
전류 : 800 Amps
전압 : 2300 Volts
9.3 振動 分析者의 診斷 結果 (The Results Diagnosed by Analyst)
이 사례의 분석용 4개의 진동 자료 파일이 있다. 전동기는 전류 증가율에 민감한데 냉간기동일 때는 특히 더 민감하다. 즉, 부하를 빨리 올릴 때에는 열적 굽힘상태가 심각히 일어난다. 열적 굽힘의 원인은 적층철심 단락, 균열 Rotor Bar, 적층 불량이나 부적절한 End Ring 접촉중의 하나일 것 같다.
제2의 데이터베이스로는 전동기 단독 무부하 기동시의 자료가 있다. 전동기는 약 3초만에 3600 rpm에 이른다. 이것은 자료수집 설비의 제한사항을 아는 좋은 예이다. 종전의 108 DAIU 설비는 1회전당 12%이상 속도가 변화하면 기능이 유지되지 않는다. Keyphasor 에러나 속도의 부정확성 뿐만 아니라 스펙트럼 그림의 흐려짐이 급격한 속도 상승의 결과로 이 자료에서 나타났다.
9.4 診斷 結果의 細部內容 (Details of Diagnostic Results)
(1) 제공된 사례의 개요를 읽은 후 조사목적을 정의하고 나열한다.
∙ 전동기 및 펌프 Train의 운전상태를 측정하고 기록한다.
∙ 비정상 진동 특성의 원인을 규명한다.
∙ 이상 진동을 교정하기 위한 방법을 제안한다.
(2) 이 사례에서 나타난 기계와 상황에 대해 알고 있는 바를 열거한다.
∙ 기계 Train은 Hydrocracker 급수 펌프에 연결된 4000 HP 유도 전동기이다.
∙ XY 변위 변환기는 4개의 전 베어링에 설치되어 있다.
∙ Keyphasor는 이용가능하고 기계의 회전 방향은 반시계 방향이다.
∙ 기계 Train 및 변환기 구성은 그림 15-59와 같다.
(3) 데이터 베이스를 조사하는 동안 관심 항목이나 문제들을 요약한다.
∙ 전동기의 급격한 기동(3초이내 정격속도에 이름)은 불완전한 샘플링은 물론 과도상태 기동시 스펙트럼의 흐려짐 및 속도 부정확 등을 초래한다.
∙ 펌프 연결후 운전시와 전동기 단독운전후 정지시의 Slow Roll 진폭에 현저한 차이가 있다.
∙ 펌프 연결후 정상상태 운전시 전동기의 외측 베어링에서 아주 짧은 시간동안에 큰 1× 벡터의 변화가 있다.
∙ 외측 베어링에서 1× 진동을 변화시키는 문제는 국부과열의 원인이 되는 단락이나 균열 Rotor Bar나 끊어진 Rotor Bar 적층인 것으로 판단된다. 이 국부과열은 로터를 휘게하고 1× 응답을 변화시킨다. 굽힘양은 단락 부분과 나머지 철심 사이의 상대온도에 따른다. 이것이 냉간 기동때 문제를 악화시키는 원인이다. 벡터는 합해져 더 작은 합력벡터로 될 수 있으므로, 이 굽힘은 실제로는 1× 진폭을 감소시킬 수 있음에 유의해야 한다.
(4) 관찰한 기계거동의 근본원인과 이러한 관찰을 확인하는 Plot Format들을 열거한다.
∙ Rotor Bar의 단락이 가장 가능성이 있는 것으로 판단된다.
∙ 이 굽힘은 적층불량, 균열 Bar나 End Ring 이완 등이 원인이 될 수 있다.
∙ 전동기 단독 운전시와 정상상태 부하운전시의 전동기 외측 베어링의 Polar Plot를 비교하면 부하(또는 전하)의 영향을 알 수 있다.
∙ 펌프 연결후 운전시와 전동기 단독 운전후 정지시의 Polar Plot로부터 Slow Roll 벡터를 비교하면 전동기 부하운전후 현저히 변화하는 것을 알 수 있다.
(5) 지금은 이용할 수 없지만 당신의 가설을 확인 또는 부정하는 다른 정보들도 열거한다.
∙ 펌프 연결 상태에서 냉간 및 열간 기동으로 부하를 급증발시켜 자료를 비교해본다.
(6) 문제를 교정하기 위한 권고사항
∙ 전동기의 단락을 확인하기 위해 가능한 빠른 시일 안에 회전자를 점검하고 원인을 확인하여 정비한다.
∙ 정비시까지 급격한 부하 증발은 피한다. 단락지점(Hot Spot)과 다른 지점의 온도차를 최소화하여 굽힘을 최소화하도록 부하증발을 한다.
9.5 調査에 使用된 Plot (Plots Used during the Investigation)
(1) Polar Plot
그림 15-60 좌측의 펌프 연결 운전 및 우측의 전동기 단독 부하운전 정지시의
Polar Plot으로 전동기의 부하운전의 결과로 나타난 Slow Roll Vector의
큰 변화를 설명해준다
그림 15-61 정상 상태의 부하운전시 1× 벡터의 변화를 보여주는 Polar Plot
(2) Orbit
그림 15-62 짧은 시간 사이에 정상상태 부하운전시의 1× Orbit으로
국부과열에 따른 진폭과 위상각의 변화를 보여준다
9.6 診斷 專門家의 結論 要約 (Summary of Diagnostic Expert Engineer’s Conclusions)
∙ 이 전동기의 굽힘량은 전동기의 부하 (즉, 전류)증가율에 민감하다. 전류의 급증은 단락점의 급격한 국부과열의 원인이 되는데, 이는 발산할 시간이 없기 때문이다.
∙ 전동기 단독 운전시에는 현저한 굽힘 영향이 없는데, 이는 전동기 회전자 Bar에 전류가 아주 적게 흐르기 때문이다.
∙ 가장 현저한 1× 진동 변화가 전동기 외측 베어링에서 일어나므로 단락위치는 회전자 외측일 것 같다
10. 수직 슬러리 펌프에서 유체에 의한 진동 (Fluid Induced Vibration on a Vertical Slurry Pump)
10.1 運轉狀況 (Operating Status)
원자력 폐수설비의 하나인 수직 슬러리 펌프는 그림 15-63과 같이 배열되어 있다. 이 펌프는 감속 기어박스를 통하여 300 HP 전동기에 의해 구동되고 방사능이 있는 슬러리의 고형물이 침전되는 것을 막기 위해 사용된다. 이 펌프는 제작사의 설비에서 시험을 위해 새로이 제작된 펌프이다. 유사 펌프가 얼마 운전하지 못하고 현장에서 고장난바 있다. 이 시험펌프는 상하 카본 베어링 가까이에서 축을 감시는 XY 변위 검출기가 설비되어 있다. XY 속도 변환기가 기어박스 및 임펠러 바로 위의 하우징에 설치되어 있다. 하부베어링에 있는 변환기 및 케이블은 수중 환경에서 운전 가능하도록 방수 및 밀봉 처리되어 설치되었다. 진동 진단 전문가로서 고장원인을 규명하기 위해 시험펌프의 진동특성을 기록․관찰하도록 요청 받았다. 분석을 수행하기 전에 먼저 다음의 운전 및 정비에 관한 정보를 고려해야 한다.
현장에서 고장난 펌프에서 임펠러 베인 Tip의 마멸과 임펠러 위에 있는 Throttle Bushing의 과도한 마멸 및 고장이 발생했음이 보고되었다
그림 15-63 수직 슬러리 펌프의 구조와 진동 변환기 설치 위치
10.2 電動機 諸元 (Motor Specifications)
10.3 振動 分析者의 診斷結果 (The Results Diagnosed by Analyst)
이 사례용 자료로써 3개의 진동 데이터 베이스가 있다. 처음 2개의 데이터 베이스는 펌프가 정상운전 조건하에서 운전되는 동안 첫 번째 기동 정지시의 운전 자료이다. 세 번째의 데이터 베어스는 Dry Impeller 상태로 두 번째 운전중에 샘플링한 것이다. 펌프가 잠기는 Test Pit는 두 번째 운전을 위해 배수되었으나 윤활을 위해 카본 베어링과 축 칼럼에는 물이 공급된다. 진동 전문 기술자는 첫 번째 운전동안 하부 베어링에서 1× 진동이 높은 원인은 임펠러의 기하학적 형상 잘못으로 인한 수력학적인 불평형으로 진단했다. 이것은 첫 번째 기동시와 두 번째 기동시를 비교하므로 규명되었다. 최소 1× 진동이 두 번째 운전시 나타났는데 이는 불평형의 원인이 Pit를 배수하므로써 제거되었다는 것을 나타낸다. 또한 유체에 의한 불안정은 두 번째 운전시 나타났다. 칼럼과 베어링은 물로 윤활되고 있고 펌프는 최소의 정적 및 동적인 부하를 받고 있어 낮은 축속도에서 불안정이 시작된다. 첫 번째 운전시에 기어박스 및 하부 하우징에서 높은 진동을 나타내는 것은 수중 와류에 의해 지하에 매달린 펌프 축 칼럼과 하우징의 고유진동수를 가진함에 기인한 것으로 드러났다.
10.4 診斷 結果의 細部內容 (Details of Diagnostic Results)
(1) 제공된 사례의 개요를 읽은 후 조사목적을 정의하고 나열한다.
∙ 기계 Train의 총체적인 기계상태를 측정하고 기록한다.
∙ 정상운전 조건하에서 비정상 진동 특성 및 고진동을 규명하기 위해 첫 번째 기동시의 데이터 베이스로부터 기동, 정상 상태 및 정지시의 자료를 분석한다.
∙ 첫 번째 기동 자료로 관찰한 증상의 근원을 평가한다.
∙ Dry Impeller 상태에서 기계 거동을 규명하기 위해 두 번째 기동시의 데이터 베이스로부터 기동시, 정상상태 및 정지시의 자료를 분석한다.
∙ 첫 번째 및 두 번째 운전 자료 정보를 이용하여 현장에서 발생한 펌프 고장 원인을 평가한다.
(2) 이 사례에서 나타난 기계와 상황에 대해 알고 있는 바를 열거한다.
∙ 이 기계는 감속 기어 박스를 통해 유도 전동기에 의해 구동되는 수직 단단 펌프이다.
∙ 펌프축은 상하 카본 베어링 가까이에 XY 변위 검출기가 설비되어 있다.
∙ XY 속도 변환기는 기어박스 및 펌프 바로 위의 하우징에 설치되어 있다.
∙ 이 펌프는 제작사의 설비에서 시험을 위해 새로이 조립된 펌프이다. 유사 설비가 현장에서 얼마 운전하지 못하고 고장이 발생한바 있다.
∙ 임펠러 베인 Tip의 마멸과 임펠러 위에 있는 Throttle Bushing의 과도한 마멸 및 고장이 있음이 보고되었다.
∙ 3개의 데이터베이스는 2회의 기동중에 수집되었다. 첫 번째 기동은 정상운전 상태에서, 두 번째 기동은 Dry Impeller 상태에서 기동시 취해졌다.
∙ 기계 Train 및 변환기 구성은 그림 15-63과 같다.
(3) 데이터 베이스를 조사하는 동안 관심 항목이나 문제들을 요약한다.
∙ 첫 번째 기동 직후 하부 베어링에서 축 상대진동이 높다고 보고되었다.
∙ 첫 번째 기동시 하부 베어링의 우월한 진동주파수는 1× 이었다.
∙ 첫 번째 기동시 하부 베어링에서의 1× 진폭은 기동시 11mil에서 기동 23분후 정지시에는 약 15mil까지 점진적으로 상승하였다.
∙ 양 베어링에서의 축 Orbit는 측면 하중이 아주 작아 원형으로 나타났다.
∙ 상대축진동의 위상분석을 통하여 상하 베어링 위상차가 180˚인 것으로 나타났는데 이는 양 베어링 사이에 절점이 있는 것을 의미한다.
∙ 기동 정지 자료 모두는 하부베어링에서 속도증가와 더불어 위상각 이동이 앞서는 것을 나타낸다.
∙ 두 번째 운전시 하부베어링은 상대축진동이 높은 것으로 보고되었다.
∙ 두 번째 운전시 하부 베어링의 진동 주파수 성분은 원형의 정방향 세차 운동을 하는 0.49× 이다.
∙ 두 번째 운전시 하부 베어링의 1× 진동은 아주 작다.
∙ 첫 번째 운전시 하부 베어링의 진동 주파수 성분은 원형의 정방향 세차 운동을 하는 0.49×이다.
∙ 첫 번째 운전시 기어박스와 하부 펌프 하우징의 진동은 0.4~0.5 in/s로 높다.
∙ 첫 번째 운전시 하우징 진동 주파수 성분은 750 cpm으로 0.34×이다.
∙ 속도 변환기로부터의 기동 Polar Plot는 800 cpm과 1900 cpm 가까이에 공진이 있는 것을 보여준다.
(4) 관찰한 기계거동의 근본원인과 이러한 관찰을 확인하는 Plot Format들을 열거한다.
∙ 첫 번째 운전시 자료(Orbit 참조)에 의하면 하부 베어링에 나타난 높은 1× 진동은 기계적인 불평형이나 수력학적인 불평형에 의한 것으로 보인다.
∙ 첫 번째 운전시 1× 진동이 시간의 경과와 더불어 점진적으로 상승한 것으로 보아(1× Filtered Orbit, 1× Trend 참조) 하부 베어링, 부싱 및 임펠러 베인 Tip의 마멸은 점진적으로 일어난 것으로 판단된다.
∙ 펌프 로터는 1차 공진속도보다 낮은 속도에서 잘 운전되어 왔다 (Polar, Bode 참조).
∙ 첫 번째 기동시 하부베어링에 나타난 속도 상승에 따른 선행 위상각은 Rubbing에 기인한 시스템 강성의 급격한 증가를 나타낸다(Polar, Bode 참조).
∙ 펌프축은 외팔보 형태의 질량을 가지는 회전체에 대한 고전적인 1차 공진형태로 임펠러에서의 가장 큰 처짐과 베어링사이에 절점이 있는 것으로 가정해왔다. 나아가서 이것은 하부베어링, Throttle Bushing 및 임펠러 베인 Tip에서의 Rubbing 가능성을 뒷받침해준다.
∙ 두 번째 운전시 물로 윤활되는데도 0.49× 회전속도에서 하부베어링 및 펌프 축 칼럼에서 유체불안정 진동이 일어났다( Cascade 참조).
∙ 두 번째 운전시의 유체 불안정 진동은 정방향 원형 세차운동을 Orbit 모양을 보고 확인할 수 있다.
∙ 두 번째 운전시 기계적 불평형의 영향은 낮은 1× 진폭으로 나타난 바와 같이 아주 낮다 (Filtered 1× Orbit 참조).
∙ 두 번째 운전시 기계적 불평형의 영향이 아주 작기 때문에 두 번째 운전시 불평형의 원인은 임펠러 날개의 기하학적인 잘못에 의한 수력학적인 불평형이다.
∙ 유체불안정은 첫 번째 운전시에는 일어나지 않고 두 번째 운전시 일어났는데, 이는 Pit를 배수하므로써 수력학적인 불평형이 제거되었기 때문이다. 이 배수 작업으로 임펠러에서 큰 동적인 편심을 발생시키기 때문에 이 배수작업이 곧 안정화하는 힘이다.
∙ 750 cpm에서 높은 하우징 진동은 지하에 매달린 펌프 하우징의 고유주파수에 기인하는 것으로 판단된다 (Polar, 스펙트럼 참조). 이 구조 공진은 난류에 의해 가진되는 것 같다.
(5) 지금은 이용할 수 없지만 당신의 가설을 확인 또는 부정하는 다른 정보들도 열거한다.
∙ Rubbing과 마멸이 일어났는지를 확인하기 위한 시험운전후 하부 베어링, 교축 Bushing 및 임펠러를 점검한다.
∙ 개선된 임펠러로 정상운전시의 시험자료가 필요하다.
∙ 배수 Pit 상태에서의 펌프 칼럼과 하우징의 고유진동수를 확인하기 위한 펌프시험을 수행한다.
(6) 문제를 교정하기 위한 권고사항
∙ 임펠러를 개조한다. 임펠러 베인을 기하학적으로 개선하여 수력학적 불평형 힘을 감소시킨다.
∙ 축을 개조한다. 가능한한 임펠러 가까이에 직경이 큰 축을 유지시켜 외팔보형 축부분의 처짐을 감소시킨다.
∙ 외팔축 길이를 개조한다. 하부 베어링을 임펠러에 더 가까이 놓아 임펠러에서 축처짐을 감소시킨다.
10.5 調査에 使用된 Plot (Plots Used during the Investigation)
(1) Orbit
그림 15-64 첫번째 운전중 하부베어링의 1× 진동이 시간의 경과와 더불어
증가하는 것을 보여준다
(2) 1× Trend Plot
그림 15-65 하부베어링에서 1× 진동진폭이 증가하는 것을 보여주는 1× 진동 Trend
3) Polar Plot
그림 15-66 첫번째 운전중 속도 증가와 더불어 선행하는 위상각을 보여주는
기동시 하부베어링의 Polar Plot
그림 15-67 820 cpm과 1860 cpm에서 공진의 가능성을 보여주는
첫 번째 운전중 하부하우징의 Polar Plot
4) Cascade Plot
그림 15-68 윤활 부싱과 칼럼에서 유체 불안정 상태를 나타내는 배수 상태
두 번째 정지중 하부베어링의 Cascade Plot
5) Spectrum Plot
그림 15-69 공진가진에 기인하여 750 cpm에서 진동을 나타내는
첫번째 운전중 하부 하우징의 속도 Spectrum Plot
10.6 診斷 專門家의 結論 要約 (Summary of Diagnostic Expert Engineer’s Conclusions)
∙ 이 시험자료의 분석에 기초하면 현장에서의 고장원인은 임펠러에서의 수력학적인 불평형이다.
∙ 시험 펌프에서의 수력학적 불평형 상태는 정상운전 상태하에서 첫번재 운전시와 배수후의 두 번째 운전시의 기동 자료를 비교하여 규명되었다. 기계적인지 수력학적인지는 알 수 없지만 첫 번째 운전시 큰 불평형이 인지되었다. 임펠러에서 수력학적 불평형의 근원을 제거한 상태인 두 번째 운전중에는 1× 진폭은 아주 작았는데, 이는 기계적인 불평형은 문제의 원인이 아니라는 것이 드러났다.
∙ 유체불안정 진동은 수력학적인 불평형이 없는 두 번째 운전시 발생되었는데, 수력학적 불평형이 없는 상태는 동적인 큰 편심을 유발하여 안정화하는 힘으로 작용해왔다. 유체불안정 진동은 배수 상태이었지만 두 번째 운전중 물로 윤활되는 베어링과 축 칼럼에서 일어났다.
∙ 시험 펌프에서 수력학적 불평형은 부싱의 급격한 마멸과 임펠러 베인 Tip의 Rubbing을 발생시켰다.
∙ 지하에 매달린 펌프 하우징의 구조물 고유진동수는 750~800 cpm 가까이에서 일어나는 것으로 나타났다. 이 공진의 가진은 첫 번째 운전중 750 cpm에서 인지된 큰 하우징 진동이 원인인 것으로 판단된다.
∙ 진동전문 엔지니어의 추천사항은 다음과 같았다.
① 선진화된 가공 기술을 이용하여 임펠러 깃의 기하학적 정밀도가 개선되었다.
② 직경이 큰 축을 가능한 임펠러 가까이 유지하므로 축강성을 증가시켰다. 이로 인해 외팔보 형태의 축과 임펠러의 처짐을 감소시켰다.
③ 또한 하부 베어링을 임펠러 가까이 위치시키므로 외팔보 형태의 축 강성을 증가시켜 운전한 결과는 성공적이었다.