Journal and Thrust Bearing
2.3 電氣에 의한 Pitting (Electrical Pitting)
2.7 베어링 損傷을 診斷하기 위한 實驗 技法 (Laboratory Techniques for Diagnosing Bearing Failures)
2.8 2차 Wiping 事例 (A Case of Secondary Wiping)
2.9 蒸氣 터빈 潤滑 系統의 維持 整備 (Maintaining Steam Turbine Lubrication System)
이 절에서는 베어링에서 발생하는 문제의 해결 방법과 베어링 손상 형태(Mode)를 진단하는 방법에 대하여 서술한다. 베어링의 주된 손상 형태인 마멸(Abrasion), 부식(Corrosion), 전식(Electrical Pitting), 피로(Fatigue), 과열(Overheating), 마찰(Wiping) 등 여섯 가지에 대해 자세하게 다루었으며, 각각의 손상 양상 및 그 발생 과정(Mechanism)에 대해 설명하였다. 또한 각 손상 형태에 따른 베어링의 육안 점검에 대해 설명하고 가능한 손상 원인에 대해서도 검토하였다. 베어링 표면에서 발생한 손상형태에 대해서 설명하고 손상 형태를 확인하는 실례를 들어, 근본 원인과 그에 대한 정비 방안을 제시하였고, 윤활 계통의 문제는 베어링 손상의 주된 원인이기 때문에, 윤활유의 상태를 감시하는 효과적인 방법들에 대해서도 설명하였다.
터빈 발전기의 베어링 손상은 발전기를 운전하지 못하게 하는 주된 원인이 되며, 베어링 계통뿐만 아니라 Rotor, Stator, 관련 설비들의 심각한 손상을 일으킬 수도 있다. 터빈 발전기의 베어링 손상이외에도 펌프, Fan, 보조 가스터빈, 모터 등과 같은 그 밖의 다른 회전 기기의 베어링 손상도 또한 발전소의 운전정지를 초래할 수 있다. Breakdown과 같은 중대한 상황이 발생되면, 베어링 손상의 원인 규명과 효과적인 정비 방법이 아주 중요하게 된다.
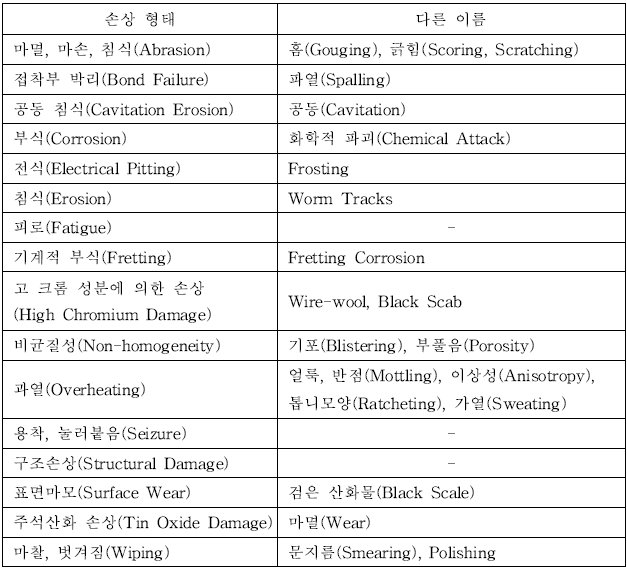
전기 설비 산업에 종사하는 베어링 사용자, 원 제작자, 판매자들은 각각의 손상 형태를 잠재적 원인 및 근본 원인에 연관시켜, Thrust 및 저널 베어링의 다양한 손상 양상들을 진단해왔으며, 정비 조치 및 베어링의 재생을 위한 지침을 개발해 왔다. 이들은 발전소 회전설비에 사용되는 유막 베어링에서 발생 가능한 16가지의 Mode(표 3-4)로 분류된다.
이 절에서는 피로, 마멸, 부식, 전식, 과열, 마찰 등 베어링의 일반적인 손상 형태의 증상, Mechanism, 특징 등을 다음 6가지 항목으로 설명하며, 각 손상 형태별 베어링 육안 진단 및 원인 규명 방법과 발전소에서 실제로 발생한 베어링 손상에 대한 근본원인 분석과 정비 방법을 제시하였다.
베어링에서 여러 가지 손상 형태가 확인될 경우 경험이나 육안 점검, 실험실에서 밝혀진 증상들을 이용하여 손상 형태를 확인할 수 있기 때문에, 이 책에서는 몇 가지 손상된 베어링 표면의 사진을 게재하였다. 이러한 사진과 검사자료는 베어링 손상 형태를 진단하고자 하는 사람에게 중요한 자료가 될 수 있다.
표 3-4 베어링 손상 형태
이 절에서는 6가지 손상 형태의 가능 원인들이 목록화되어 있으므로, 직접 원인과 간접 원인의 차이를 잘 파악하여야 한다. Wiping은 별개의 명확한 손상 형태로 분류되고 있지만, 이것은 보통 피로(Fatigue)나 과열(Overheating)과 같은 다른 메커니즘의 결과이다. 따라서 근본 원인이 Wiping을 발생시킨 요인으로 분류되어 있지는 않지만, 피로나 과열로 결론을 내릴 수도 있다. 정비 기술자의 궁극적인 목표는 수많은 가능한 메커니즘으로부터 한 개의 명확한 원인을 결정하는 것으로, 이것은 현장의 상황에 따라 다르며, 특정 발전소나 그 발전소의 이력(History)나 관습 등에 관련되어 있기 때문에, 정비 기술자는 베어링 손상이 일어나게 된 특정 상황을 쉽게 확인하기 위하여 이러한 요소들도 함께 고려해야 한다.
마지막으로, 대부분 마멸(Abrasion)에 의한 손상을 포함한 터빈 베어링 손상의 1/3 가량이 오염된 윤활유나 윤활유 공급 계통의 고장과 관련되어 있기 때문에, 터빈 윤활유 계통의 유지 정비에 대해서도 설명한다.
2.1 磨滅 (Abrasion)
마멸(Abrasion)은 베어링 표면보다 단단한 많은 고체 입자들에 의한 침식 작용으로 발생되는 베어링 손상 형태로서, 이 경우 베어링과 Shaft는 입자들의 연마 작용에 의해 손상된다.
2.1.1 磨滅 發生 過程 (Mechanisms)
윤활유에 고체 입자가 몇 개정도 포함되어 있는 경우 이 입자들은 베어링 표면에 박히기 때문에 해롭지 않지만, 많은 입자가 포함되어 있으면 간극을 통하여 재순환되면서 마모(Wear)와 손상(Scoring)을 발생시킨다 (그림 3-65). 이러한 입자들은 금속성이거나 비금속성일 수도 있고, 크거나 작을 수도 있으며, 이 입자가 클 때는 부분적으로 Babbitt에 파묻히게 되어 저널 쪽으로 튀어나와 Cutting Tool의 작용을 하게 되어 저널을 손상시킨다.
그림 3-65 12 in 터빈 저널 베어링의 Abrasion
때로는 박혀있던 입자가 그 위치에서 빠져 다른 곳으로 이동하면서 베어링 표면에 지나간 흔적이나 톱니바퀴 같은 자국을 남기기도 한다. 이러한 자국은 베어링 간극보다 깊기 때문에 Oil이 흐르는 통로가 되며, 또 박힌 큰 입자는 Oil의 흐름을 방해하여 Oil 흐름의 뒷부분에 Oil이 부족한 부분(Starved Pocket)을 형성하게 된다. 이러한 배유 작용이나 Starved Pocket 때문에 베어링에 Hot Spot가 생기게 된다. 베어링 조직내에 이물질이 관통하게 되면 Babbitt는 열적 항복점(Thermal Yield Point)을 넘어서게 되고, 강한 국부열에 의해 발생되는 재결정이 생기게 된다. 유막내로 끌려들어올 수 없는 큰 이물질 입자는 Oil Groove에 부딪히면서 간극 내로 들어올 수 있는 많은 작은 입자를 만들어 낸다.
2.1.2 汚染 物質 (Contaminants)
여러 가지 형태의 미립자들이 윤활 계통으로 유입되는데 이들 입자의 가장 중요한 특성은 크기와 경도, 모양이며, 그 외 중요한 특성으로는 압축강도 및 취성을 들 수 있다. 단단하지만 취성이 강한 물질은 더 연한 물질보다 해로울 수도 있다. 보통 직경이 10 ㎛(0.4 mils) 이하인 입자는 대형 발전소 회전기계의 베어링에 홈을 만들 수 없다고 여겨지고 있다.
윤활 계통에서 발견되는 일반적인 미립자와 그 특성은 다음과 같다.
• 석영 또는 모래 : 모래는 크롬은 물론 가장 단단한 탄소강을 긁어낼 정도로 단단하다.
• Grit Blasting 물질 : Grit가 간극 내로 들어가면 손상이 발생될 뿐만 아니라 베어링 Shell 뒤쪽으로 들어가게 되면 베어링에 High Spot가 생기게 되며, 이것은 특히 얇은 Shell 베어링에 해롭다.
• 금속 Chip : 이것은 보통 금속 가공후의 찌꺼기들이다. 이것은 연하기 때문에 단단한 Shaft를 긁어내지는 못하지만, 이것들은 종종 바람직하지 못하게 성상이 변한다. 물이 있는 경우 이것은 적철광(Fe2O3)으로 변하여 매우 단단한 연마제가 된다.
• Weld Spatter : 이것은 건설기간 중에 생기며, 달걀 모양의 형상을 하고 있다.
• Fly Ash : 이들은 연소 또는 미연소된 비교적 작은 석탄 입자이며, 직경이 약 25 ㎛에서 1.0 ㎛이하인 것들도 있다.
• Silicon Carbide : 이들은 많은 날카로운 모서리들을 가진 약 25 ㎛ 크기의 인조 연마제이다.
• Cast Iron Chip : 이들은 베어링 하우징에서 생기며, 때로는 주철로 되어 있다.
현미경으로 본 전형적인 Oil내의 이물질들이 그림 3-66에 나타나 있다.
그림 3-66 현미경으로 본 여러 가지 이물질들의 형상 (a) 보통 모래, 20배
(b) 탄화 규소 Grinding 화합물, 70배 (c) Garnet Spark Plug Abrasive Cleaner, 40배
(d) Steel Grit-blasting Material, 10배 (e) Grinder에서 생긴 Steel Grinding Chip, 20배
(f) 엔진 Blast Cleaning용 낱알로 된 호도껍질, 10배
2.1.3 浸蝕이 發生된 베어링의 模樣 (Appearance in Abraded Bearings)
마멸(Abrasion)의 외관상 주된 특징은 베어링의 수하부에 평행한 자취(Track)들이 원주방향으로 나 있다는 것이다. 이물질이 작은 입자라면 축과 베어링사이의 간극 내를 움직이기 때문에 간헐적인 긁힌 자국이 생긴다. 종종 Pit는 매끄러운 바닥을 가지고 있지만, 보통 이들은 전식(Electrical Pitting)처럼 녹은 흔적은 없다. 때로는 똑같은 형상의 여러 개의 Pit가 베어링의 일부 원주 방향에 일정한 간격으로 생긴 것을 볼 수 있는데, 이것은 틀림없는 이물질에 의한 Pitting의 증거이다. 당연히 Scoring이 가장 많이 생기는 위치는 최소유막, hmin(그림 3-67) 부근이다. 그림 3-68에 나타난 것과 같이 저속이나 기동 중에 생기는 Scoring은 고속운전 중에 생기는 Scoring보다 좀더 불규칙적인 양상을 나타낸다. 주석 Babbitt를 15배로 확대한 그림 3-69에서와 같이 입자가 파묻히면 물론 패인 자국이 끝나게 된다.
그림 3-67 저널 베어링의 각종 용어(Nomenclature)
그림 3-68 틸팅 패드 스러스트 베어링의 Abrasion
그림 3-69 입자가 파묻힌 곳에서 자국이 끝난 3.0 in 직경의
주석 Babbitt 베어링의 Scoring
Abrasion의 일반적인 특징은 긁힘(Scratch)과 자취(Track)이지만, 그러한 손상 외에도 다음 두 가지 특징을 나타낸다.
• 입자가 작을 때는 패어진 자국이 있기는 하지만, 광택이 나지 않는 다듬질(Dull Matte Finish)이 되어 있어, 회색의 Babbitt에서보다는 탄소강인 Shaft에서 감지해내기가 더 쉬울 것이다. 각각의 Groove는 눈으로는 보이지 않지만 손으로 만져보면 표면이 거친 것을 알 수 있을 것이다.
• 입자가 너무 크고 단단한 경우에는 “Halos”가 형성될 것이다. 입자는 Babbitt면을 고리모양으로 부풀게 하고 이 부위가 Shaft와 닿아 광택이 나는 Halos가 만들어진다.
Scratch와 Grooving은 표면을 타고 지나가는 입자에 의해 발생되며, 입자가 표면 아래로 파묻히게 될 때 고랑(Plowing)이 패어진다. Grooving이나 Plowing은 패어진 자국의 양쪽 가장자리를 부풀게 만들어, 문질러 벗겨진 표면의 거칠기는 기계 가공된 표면의 거칠기 보다 거칠다. Grooving되는 동안에 Babbitt는 소성 변형되고, 부풀려진 가장자리는 저널에 닿아 편평한 광택이 나는 모양이 된다. Groove의 솟아오른 부분과 함께 이것은 그림 3-70에 나타난 것과 같은 형태로 Canyon을 만든다. 이 그림에서 수직방향은 수평방향보다 10배 확대되었다. Track의 양쪽에서 오른쪽의 꼭대기 부분은 편평하고, 왼쪽은 저널 쪽으로 날카로운 돌출부가 있는 것을 선명하게 볼 수 있다.
파묻힌 부분의 형상은 입자가 단단한 것이든 연한 것이든 대부분 나타난다. 만일 입자가 단단한 것에 의해 생긴 것이라면 파여진 부분은 입자크기와 일치할 것이며, 입자가 연한 것이라면 넓고 얕은 자국만 생기고 입자는 없는 경우가 많다.
그림 3-70 양쪽 가장자리의 생성 모양을 보여주는 Babbitt 표면의 Scratch. 수평 200배, 수직 2000배
2.1.4 저널의 模樣 (Appearance of the Journal)
저널이 손상을 입는 경우는 보통 크고 단단한 입자에 의한 경우이거나, 연한 입자가 파묻혀 단단하게 경화된 경우이다. 매우 작은 입자에 의한 Abrasion은 베어링보다 저널에서 더 쉽게 알 수 있다.
2.1.5 異物質의 模樣 (Appearance of Contaminants)
이것은 성질상의 방법(Qualitative Way)으로 다음과 같이 말할 수 있다.
• 금속 Chip은 비교적 크며, 모양이 사각형이거나 꼬불꼬불하다.
• Weld spatter 입자는 크고, 달걀 모양이며 모양이 날카롭지 않고 무디다.
• Fly ash 입자는 작고 모양이 구형이다.
2.1.6 Abrasion의 可能 原因 (Possible Causes of Abrasion)
다음은 직접 혹은 간접적으로 Abrasion을 발생시키는 운전 상황이다.
• 오염된 윤활유
• 오염된 주변 대기환경
• 부적절한 Seal
• 공장 내에서 발생되는 Fly Ash, 석탄 먼지, 그 외의 오염 물질
• 너무 얇은 최소 유막 두께
• 거친 저널이나 회전체 표면
(1) 오염된 윤활유
전기설비에서 사용되는 Oil 저장 탱크는 크기가 크고, 터빈 발전기의 위치보다 밑에 설치되어 모든 종류의 먼지와 부스러기들이 모이는 환경에 위치해 있다. 또한 발전소 건설시에 생긴 Chip이나 Weld Spatter 등 모든 종류의 파편들이 모이게 된다. 터빈 오일의 상태를 고체 오염 물질의 양과 크기로 도식화하여 아주 깨끗한 것에서부터 아주 더러운 것까지 그림 3-71에 나타냈다.
그림 3-71 전기설비에서 사용되는 터빈 오일의 대표적인 오염 수준
손상은 보통 정상운전중이나 Turning Gear 운전중에 최소 유막 두께보다 큰 단단한 입자에 의해 발생된다. 이제까지 조사된 대부분의 경우, 이들 이물질은 외부에서 들어온 Weld Bead, Machining Chip, 또는 상당한 경도를 가진 그 외의 입자들인 것으로 밝혀졌다. Coastdown될 때 정격속도보다 약간 아래의 속도에서 Babbitt Metal 온도가 Spike 현상을 보이면, 저널이 손상(Scored)되었다는 경고표시라고 알려져 있다. 그 이외의 것들은 베어링을 분해 점검해보아야만 손상이 발견된다.
(2) 오염된 주변 대기환경
오염 물질의 또 하나 출처는 발전소의 주변 대기환경이다. Fly Ash, 먼지가 섞인 공기, 사막 주변, 채석장 부근, 또는 그 밖의 산업 오염 물질들은 윤활유 계통과 직접 베어링 하우징으로 유입되는 통로를 찾아내어 끊임없이 공급되고 있으며, Cooler의 Leak나 공기의 응축으로 발생되는 물도 또한 오염 물질이 될 수 있다.
(3) 부적절한 Seal
주변환경이나 국부적으로 발생되는 오염 물질들이 베어링으로 유입되려면 Seal을 통과해야 한다. 따라서 베어링 배유 계통의 부적절한 Sealing은 종종 외부 오염 물질에 의해 생기는 손상의 원인이 된다. 그러므로 가혹한 대기환경에서 운전할 때는 적절한 Sealing이 특히 중요하게 된다.
(4) 공장 내에서 생기는 오염 물질
때로는 설비자체에서 지속적으로 외부 이물질 입자들이 발생되기도 한다. 이들은 기계 부품(Gear Coupling 또는 그 베어링 자체)의 연속적인 마모로 인해 생길 수도 있다. 또한 이들은 기계 고온부에서의 코우크스화와 화학작용에 의해서 생성될 수도 있다. 따라서 Seal과 Baffle 가까이에서 탄소질의 퇴적물들이 발생되면, 베어링과 Runner를 Scoring하고 Cutting하여 심한 손상을 입힐 수 있는 크고 단단한 입자들이 계속해서 유입될 것이다.
(5) 최소 유막 두께가 너무 작을 때
오염 물질의 존재가 근본 원인이지만, 너무 작은 유막 두께 hmin으로 운전되는 베어링은 유막이 더 클 경우에는 발생되지 않을 Abrasion이 발생된다. 주어진 베어링의 기하학적 형상에서 유막이 너무 작아지는 원인은 너무 큰 부하, 너무 낮은 점도, Misalignment, 과도한 축의 휨, 진동 등이다. 부적절한 유막 두께는 또한 Turning-gear 운전이나 기동․정지시 너무 낮은 rpm으로 운전될 때 생길 수도 있다.
(6) 저널 또는 Runner의 표면이 거칠 때
베어링 Abrasion의 일반적인 원인은 거친 표면의 저널, 또는 Runner에 새로운 베어링을 설치할 경우이다. 이러한 거칠음(Roughness)은 기계가공이 불량한 경우도 있지만, 대개의 경우 이전에 일어났던 Abrasion의 결과이다. 침식이 발생된 저널 표면에 설치된 새 베어링은 금방 침식이 발생될 것이다.
2.2 腐蝕 (Corrosion)
Erosion과 Cavitation과는 달리 Corrosion 손상은 반응제에 의해 금속 표면에서 발생되는 Chemical Attack이며, 베어링과 Shaft에서 동시에 발생될 수 있다. 이러한 손상은 윤활유나 주변 대기환경에서 생긴 물질들에 의해 베어링 요소에 발생되는 Chemical Attack의 결과이다. Corrosion은 베어링 Material을 제거하거나 베어링 표면에 침적물이 생기게 한다. 베어링에 영향을 주는 주요 부식제로는 전해물(Electrolyte)과 유기산(Organic Acid)이 있다.
2.2.1 腐蝕 發生 過程 (Mechanisms)
Corrosion 과정은 금속을 금속 혼합물로 변환시키는 것이다. 문제가 발생되려면 부식(Corrosion) 생성물은 가용성과 침투성을 가지고 있어야 하거나, 새로운 금속 부위가 부식환경에 놓이도록 계속적으로 제거(Removal)될 수 있어야 한다. Corrosion은 구리-납 성분의 베어링에서 납 성분만을 제거하는 경우와 같이, 어떤 성분만을 더 많이 부식시킨다는 점에서 종종 선택성을 가지고 있다. 납이 주성분인 Babbitt의 부식은 장기사용으로 산가가 높아진 오일에 생성되는 산화 생성물, 오일 첨가제의 분해 현상, 오일내로 물이나 냉각제의 유입 등에 의해 발생된다. 터빈 오일이 평형 상태에서 물을 흡수할 수 있는 능력을 온도의 함수로 그림 3-72에 나타내었다. 어떤 주어진 온도에서 터빈 오일에 존재하는 물의 양이 곡선을 초과하게 되면 Free Water가 된다. 부식의 진행은 갑작스러울 수도 있고, 점진적으로 진행될 수도 있으며, 부식이 진행되기 위해서는 압력, 온도, 베어링의 전단응력 등의 어떤 특수한 여러 상황이 복합적으로 작용되어야 한다.
그림 3-72 40% 습도인 터빈 오일에서의 평형 물 함유량
2.2.2 電解物에 의한 腐蝕 (Corrosion of Electrolytes)
금속표면이 전해물에 노출되면 표면에 Pitting이 생기거나(그림 3-73), 베어링 합금에 산화작용이 일어나게 된다. 납의 부식은 납이 주성분인 Babbitt와 납을 첨가한 청동 베어링에서 가장 일반적인 부식 형태이다. Fuel Sulfur는 베어링 표면에 침적물이 생기게 하는 납 황화물을 생성시키면서 Babbitt의 납과 반응하는 작용제 중의 하나이다. 황화합물은 최상의 압력특성을 제공하며, 내마모제, 방부제, 녹방지제, 내산화제로서 Oil에 흔히 첨가된다. 이러한 특성들은 황화합물의 부식작용에 의해 베어링 표면 위에 낮은 전단강도의 Sulfur층을 형성시켜 얻어지는데, 이러한 층으로 인해 저널과의 파괴적인 접촉이 방지된다. 또한 주변의 대기환경에 있는 염소와 황산과 같은 부식성 오염 물질도 특히 수분이 존재할 때 부식을 일으킬 수 있다.
그림 3-73 직경 5.0 in의 Lead-base Babbitt 저널 베어링의 부식
황화물이 Soot와 결합되면 Oil 통로와 베어링 Groove를 막게 되어 적정 윤활을 방해하게 되고, 심한 경우 Starvation과 Seizure를 야기 시킨다. 또 하나의 해로운 작용제는 물, 특히 소금기가 있는 물이다. 이것은 주석이 주성분인 Babbitt에서 주석의 산화를 일으키는데, 이것을 주석 산화물 손상이라고 한다.
2.2.3 有機酸에 의한 腐蝕 (Corrosion of Organic Acids)
Babbitt와 Copper-lead 베어링에는 납이 널리 사용되고, 납은 Oil 산화물에 존재하는 유기산과 과산화물(Peroxides)에 비교적 급속히 반응하기 때문에, 유기산에 의한 Lead-bearing 재료의 부식은 상당히 자주 발생된다. 이러한 산과 과산화물은 Oil이 공기와 접촉되는 상태에 있거나, 고온, 장기간 사용, 금속표면의 접촉 반응(Catalysis) 등에 의해 Oil 속에서 형성된다. 온도가 10℃ 올라갈 때마다 Oil 산화물 생성비율은 두배가 되며, 베어링이나 윤활 계통에 있는 구리나 카드뮴은 이러한 반응을 촉진시킨다. 산화를 지연시키는 첨가제와 부식성 오염 물질로부터 베어링 표면을 보호하기 위한 첨가제가 윤활유에 포함되어 있다 할지라도, 장기간 사용하게 되면 이러한 첨가제가 자연적으로 없어져 합금이 산화와 부식에 노출되게 된다.
Lead Babbitt의 부식은, 먼저 과산화물이 납의 표면을 산화시키고, 표면의 납 산화물은 유기산에 의하여 Lead Soap으로 변하게 된다. 이러한 Soap은 Oil속에서 용해되거나 Sludge의 형태로 흩어지게 된다. Lead Babbitt에 존재하는 주석(Sn)이나 안티몬(Sb)은 이러한 부식 성향을 완화시키는 경향이 있지만, Oil 속에 있는 물은 부식을 가속화시킨다. 주석 Babbitt에는 보통 이러한 종류의 부식이 발생되지 않는다.
2.2.4 腐蝕의 肉眼 確認 (Visually Identifying Corrosion)
부식에 의해 미세 성분들이 선택적(Selective)으로 제거되면 구조가 점점 취약해져서 결국에는 Crack이 발생할 것이다. 이러한 원인에 의한 Crack은 피로에 의해 발생되는 Crack과 항상 구별할 수 있는 것은 아니다. 그러나 부식에 의한 것은 보통 전형적인 피로 균열의 특징인 망상조직이 생기지 않으며, 제거된 금속부위는 피로에 의해 제거된 것보다 더 얕을 것이다.
두 개의 주요 Babbitt 종류 중에서 Lead Babbitt가 훨씬 더 잘 부식되는 경향이 있다. 실제로 납 성분이 들어 있는 베어링 재료는 적절한 환경에서도 자주 부식된다. 주석(안티몬도 물론)은 보통 부식을 억제하기 위해 첨가되지만, 주석 베어링 자신은 종종 전기 화학적인 영향, 산화 또는 황(Sulfur)에 의해 손상을 받는다. 부식은 보통 표면에서 안쪽으로 진행되며 납 성분을 먹어 들어가면서 거칠고 약한 Babbitt 층만 남겨놓는다. 손상이 산화에 의한 것인지 Acidic Attack에 의한 것인지를 알 수 없더라도, 부식에 의해 생긴 빈 공간은 현미경으로 관찰할 수 있다. 그림 3-74는 Corrosion Attack에 의해 납 성분이 제거된 직경 5.0 in(127 ㎜)의 Lead-base 베어링을 확대한 모습이다.
그림 3-74 부식이 발생된 직경 5.0 in의 Lead Babbitt 저널 베어링 (베어링 표면을 15배로 확대)
가끔은 주석이 주성분인 Babbitt에서 구리 성분이 손상되기도 한다. 그 결과 Babbitt의 구리성분이나 Oil 또는 대기 중에 존재하는 황에 의하여 황산염이 형성된다. 이러한 형태의 손상은 표면에 주석-안티몬의 입방체(Cuboid)만 남겨 놓으면서 주석 성분만 없어지게 되며, 이러한 현상은 고압 Zone에서 더 쉽게 발생한다. 따라서 구리 황산염의 침적물들이 베어링 표면 위에 울퉁불퉁하게 쌓이게 되어, Pad Crowning 현상도 자주 발생한다.
주변 대기환경의 Sulfur에 의해 Attack을 받기 전후의 Thrust 베어링 Pad(ASTM Alloy B23, Grade 2) Babbitt 표면 모양이 그림 3-75와 3-76에 각각 나타나 있다. 그림 3-76의 사진에서 부식에 의해 남겨진 어두운 공간을 선명하게 볼 수 있다.
그림 3-75 ASTM B23, Grade 2, Babbitt를 사용한 정상적인 Thrust 베어링 Pad의 모양
그림 3-76 주변 대기중의 황에 의해 Attack을 받은 Pad 표면
2.2.5 腐蝕의 可能 原因 (Possible Causes of Corrosion)
요약해보면, 부식 손상을 일으킬 수 있는 오염 물질들은 다음과 같다.
• 부주의로 인한 오염이나 Oil 첨가제에 의해 생긴 황화합물
• 연료중의 경질 탄화수소의 산화에 의해 생기는 유기산
• Oil 내의 Water
• 계통 안으로 흘러 들어올 수 있는 외부 부식성 물질
운전 습관도 부식 손상과 관련이 있으며, 부식에 의한 손상을 조장하고 가속화시키는 운전 조건들은 고온, 다습, 거품의 생성, 공기에의 노출, Oil의 장기간 사용 등이다.
2.3 전기에 의한 피팅 (Electrical Pitting)
Electrical Pitting은 베어링 유막을 뚫고 베어링 표면에 전압이 방전되어 생기는 간헐적인 전기 아크에 의해 베어링(때로는 Runner에도 생김)에 발생되는 손상 형태이다. 전위의 축적 원인은 발전기에 의해 장기적으로 발생될 수도 있고, 전하가 충전된 윤활유에 의한 영향과 같이 일시적인 경우도 있다.
2.3.1 Pitting의 發生 過程 (Mechanism)
Electrical Pitting에 의한 손상은 축전류가 베어링과 Runner 사이를 간헐적으로 통과할 때 발생된다. 아크가 발생하는데는 높은 전압이 필요 없으며, 손상은 1 Volt 이하의 전위차로도 충분히 발생한다. 아크가 발생되면 아크 열로 용해된 금속부분이 제거되고, 기계적인 마모가 시작된다. 이러한 현상들은 거친 표면이 형성되면서 더욱 가속화된다. 부가적인 손상은 이때 생성되는 부스러기들로 인한 Oil과 윤활 계통의 오염이다. 손상은 기동후 즉시 생기거나 몇 달이 지나서야 명백해지기도 한다.
전류가 연속적으로 흐르는 것은 결코 해로운 것이 아니라는 사실을 깨닫는 것이 중요하다. 손상이 야기되려면 축적된 전위가 간헐적으로 방전되어 Spark가 생겨야 한다. 따라서 유막 두께가 아주 얇아, Runner와 베어링 사이의 울퉁불퉁한 부분이 거의 접촉되는 경우에는 전위가 연속적으로 흐르기 때문에 손상이 발생되지 않는다. 또한 유막 두께가 매우 커서, 방전이 일어나기에는 유막에서의 저항이 너무 클 경우에도 아크가 발생되지 않는다. 이 두 가지 극단적인 경우 사이에서 그림 3-77에서 보여지는 것과 같이 최대로 손상이 발생되는 Point가 있을 것이다. 전압 E와 유막 두께 h를 특수한 방법으로 조합하여 최대 마모점이 만들어지도록 하고, Wear Rate 즉, Wear=(E, h)에 대한 전압과 유막 두께의 영향을 3차원 좌표로 그려보면 그림 3-78과 같이 산 모양으로 나타날 것이다. 그림 3-78에서 E가 일정한 곡선인 ABD를 살펴보면, D점 근방에서는 유막 두께 h가 작아 손상이 발생되지 않으며, B점에 해당되는 유막 두께 h에서 최대의 Wear가 발생되며, 유막 두께가 점점 증가되어 A점에 해당하는 유막 두께 h로 되면 Wear는 다시 Zero로 감소될 것이다.
그림 3-77 전압이 다를 때의 Wear Rate 대 유막 두께
그림 3-78 Electrical Pitting에 의한 Wear Rate에서의 유막 두께와 전압의 영향
2.3.2 損傷의 程度 (Levels of Damage)
전기적 아크의 영향에는 네 가지가 있는데, 대부분의 손상 형태는 Pitting과 Wear이다. 전기적 아크가 발생되면 Babbitt 표면층이 과열되어 금속입자들이 Oil속에 섞여 연마 작용이 시작된다.
종종 두 가지가 다 영향을 받기도 하지만, 일반적으로 Babbitt보다는 저널 표면에서 Pitting에 의한 손상이 덜 심각하게 발생되는데, 저널 재질은 Babbitt보다 용융온도가 높고, 면적도 넓은 것을 고려하면 당연한 현상이다. 보다 심각한 영향은 생성된 부스러기에 의해 표면이 거칠어져 기계적인 마모가 크게 증가하는 것이다.
2.3.3 電氣的 Pitting의 確認 (Visually Identifying Electrical Pitting)
Electrical Pitting에 의해 발생되는 손상의 초기단계에서는 유막의 두께가 최소인 부분에 작은 Pit들이 생겨나며, 베어링 표면이 하얗게 변한다. 이 Pit들은 분화구 형상을 가지는 것이 특징이다. 전류가 Pedestal을 통하여 흐르기 때문에 베어링 Shell의 뒷면에도 또한 Pit가 생길 것이다. 윤활유의 순환이 제한되어 있기 때문에 전기적인 손상이 발생되면 베어링 온도가 서서히 상승되는 것처럼 나타나고, Oil의 색깔이 거무스름해진다. Oil이 변화되면 온도는 다시 상승하기 전까지 잠시동안 정상상태로 돌아간다. 전기 방전이 발생될 때마다 수많은 미세한 Babbitt 입자들이 방출되며, Oil이 탄화된다. 이러한 두 가지 반응은 유막의 저항을 더욱더 작게 만들며, 더 높은 전류의 통과가 가능해져 손상은 더욱 가속화된다. 이러한 과정이 진행됨에 따라 Pit들이 서로 겹쳐지게 되어 손상 원인의 흔적들이 덮여버리게 된다. 만일 표면이 하얗게 변색되어 있는 부위가 있으면, 이 변색된 부분의 주변을 자세히 검사하여 따로 떨어져 있는 분화구 형상의 Pit가 있는지 여부를 확인하면 Electrical Pitting의 발생 여부를 알아낼 수 있을 것이다. 또한 변색된 부분에 빛을 잘 비추어보면, 매끈하게 용융된 독특한 바닥면에서 빛이 반사되기 때문에 Electrical Pit를 쉽게 감지할 수 있다. 전기 아크가 발생되는 부분의 Oil에서는 높은 온도가 생성되어 Cycling되기 때문에, 적정 유막의 형성도 Cycling 현상을 일으킬 수 있다. 베어링 표면이 손상되어 유막 형성이 부적절해지면 베어링은 Wiping되고, Wiping이 발생되면 Pit가 없어져 버리기 때문에 베어링에서의 유막은 다시 회복되고, 운전을 계속하다가 다시 Pitting이 시작된다. 이러한 과정은 Babbitt가 거의 없어져 고장이 발생될 때까지 몇 번이고 발생된다. 이러한 경우에도 Electric Pitting임을 증명해 주는 베어링 Shell이나 다른 베어링 인접부분에 남겨진 Pit에 의해 원인을 정확하게 규명하는 것이 가능하다. 일반적으로 발생되기는 어렵지만, 저널에서의 Pit는 보통 크기가 작고, 베어링의 경우와는 그 성격이 다르다. 그림 3-79에 Lead Babbitt 베어링과 그 저널에서의 Electrical Pitting에 의한 손상 형태를 나타내고 있다.
Pit의 크기와 손상된 부분의 크기로 표현되는 Electrical Pitting의 가혹정도는 전압, 전류, 유막 두께, 회로 저항, 그리고 몇 가지 다른 인자에 의해 결정된다. 이들 인자에 따라 Pit의 크기는 다양하지만 그림 3-80에서와 같이 모든 Pit들은 대개 금속이 용융될 때 나타나는 형상인 매끄럽고 빛나는 반구 형상의 침하부를 가지고 있다. 미세한 용융 금속의 융기 부분은 저널의 운동에 의해 닳아 없어져 버리지 않는 한 보통 베어링 표면의 Pit 주변에서 발견된다. 전압과 전류가 클수록 손상 정도가 커지며, – 극성일 때보다는 + 극성일 때 Pit의 크기가 커진다.
그림 3-79 Lead Babbitt 베어링과 그 저널에서의 Electrical Pitting
(a) Lead-base Babbitt에서의 Pitting, 15배 (b) 저널에서의 Pitting, 15배
그림 3-80 주석이 주성분인 Babbitt에서 단일 Electrical Pit의 전형적인 모양
2.3.4 電氣的 Pitting의 可能 原因 (Possible Causes of Electrical Pitting)
Electrical Pitting은 정전기(Electrostatic)와 전자기(Electromagnetic), 두 가지 형태의 전류에 의해 발생된다. 이 두 가지 전류에 의해 Pitting 손상이 발생되기는 하지만 그 특성과 파괴 능력은 서로 다르다. 정전기적인 축전류(또는 직류)는 이 두 가지 중에서 손상 정도가 가볍다. 이것은 입자들이나 증기터빈 Condensing 영역에서 작은 물방울들과의 충돌에 의해 생기는데, Pitting에 의한 손상은 서서히 진행되며, Ground에의 저항이 가장 낮은 위치에서 항상 발생한다. Thrust 베어링은 특히 정전기적인 축전류에 의해 발생되는 경향이 높다.
전자기적인 축전류(교류)는 정전기 전류보다 훨씬더 강력하고 가혹하다. 이것은 회전 또는 고정 부품의 자화에 의해 발생된다. 이러한 형식의 전류는 항상 전기저항이 가장 낮은 Gap을 Jump하는 것은 아니며, 베어링 손상은 종종 저널, Collar 또는 Runner의 손상을 수반한다.
전자기 전류의 주요 발생원이 그림 3-81에 나타나 있다. 전류의 통로는 점선으로 나타냈으며, 문자Ⅰ로 표시하였다.
그림 3-81 베어링 전류의 주요 발생원 (a) 축에 가해진 전위 (b) 비대칭 효과 (c) 축 자화 효과
(d-1) 정전기 효과-입자의 충돌에 의해 발생된 전위 (d-2) 정전기 효과-전하가 충전된 윤활유에 의해 발생된 전위
(d-3) 정전기 효과-전하가 충전된 Belt에 의해 발생된 전위
4. 피로 (Fatigue)
피로 손상은 주어진 온도에서 응력 수준이 그 재질의 Threshold Limit 특성을 넘었을 때, 과도한 주기의 응력에 의해 금속에 Crack이 생기고 부서지는 현상이다.
2.4.1 疲勞 損傷 發生 過程 (Mechanisms)
베어링에서 힘을 발생시키거나 응력 방향을 역전시키거나 혹은 Thermal Cycling을 발생시키는 힘은 피로를 유발한다. 그러나 손상이 시작되려면 이러한 힘의 강도가 어떤 한계치(Threshold)를 초과해야만 한다. 기계적 또는 열적 응력이 크면 클수록 손상은 더 빨리 발생된다. 피로 손상의 초기 단계에서는 격리되어 있는 Crack의 형태가 나타난다. 피로손상이 좀더 진행된 단계에서는 Crack이 접착면 부근까지 진행되어 접착면에 평행한 방향으로 진전되면서 결국 작은 Babbitt 조각을 들어내게 된다. 이러한 과정은 결국 고압의 유막 부위에서 Oil을 Drain시키는 결과가 되어 베어링이 과열되고 고착된다. 부하가 가해지는 비율(Rate)도 이러한 과정에 크게 영향을 미치므로, 큰 부하에 견딜 수 있는 베어링 합금이라도 동일한 부하가 급작스럽게 가해지면 종종 손상이 발생된다.
그림 3-82는 주로 베어링의 Edge 부분에 하중이 걸려 Edge 부분에 생긴 피로손상을 보여주고 있다. 그림 3-82(b)는 거의 접합 부분까지 침투된 심각한 Crack 형태를 확대한 모습이며, 피로 Crack을 옆에서 본 모습인 그림 3-82(c)는 베어링 표면 위로 들어올려지고 있는 탈락된 Babbitt 덩어리를 보여주고 있다.
얇은 두께의 슬리브 베어링에서 자주 발생되는 피로 손상은 베어링의 한 부분이 축으로부터 멀어지도록 힘을 받았다가 다시 원래 위치로 돌아가기를 반복할 때 생기는 굽힘 현상(Flexure)이 그 원인이다. 이러한 굽힘 운동은 베어링 Shell과 하우징의 접촉상태가 불량할 때 특히 위험하다. 또한 베어링이 하우징과 밀접하게 접촉되어 있지 않으면 열의 방산이 잘 안되어 비교적 고온에서 굽힘 현상이 일어나는 결과가 된다. 피로 손상은 항상 이렇게 접촉이 불량한 부위의 근방에서 시작된다.
그림 3-82 4-7/8×1-7/8 in(12×4.76 ㎝) 증기터빈 베어링에서 Edge Loading에 의해 발생된 피로 (a)상부에서 본 그림 (b)Lower Edge의 확대 (c)옆에서 본 그림
2.4.2 疲勞 破損 因子 (Factors in Fatigue Failure)
피로 손상을 일으킬 수 있는 몇 가지 Parameter는 다음과 같다.
• 부하와 속도
피로 손상이 발생될 확률은 최대응력과 최소응력의 차이가 커지고, 응력 사이클의 주파수가 증가할수록 더 많아진다.
• 온도
표면 온도가 증가하면 Babbitt의 물리적 특성이 나빠지게 되어 피로 손상이 증가된다.
• 경도와 두께
피로 손상은 경도에 반비례하고, Babbitt의 두께에는 비례하여 발생한다.
• 중복되어 작용하는 인장응력
베어링에 작용하는 주응력은 압축응력이지만, 베어링의 피로 균열은 맥동 압축응력이 발생될 때 인장응력의 중첩에 의해 가속화된다. 합금 Grain에서의 열적 팽창의 이방성(Anisotropy)에 의해 생기는 응력은 물론, 열팽창이 다른 Back Material에 베어링 합금을 주조하여 생기는 인장 응력도 크게 영향을 미친다.
• 반복적인 열.
반복되는 가열과 냉각시에 생기는 열응력은 베어링 합금에 균열을 발생시킨다. 비교적 적은 열적 사이클 후에는 접합면 근처의 Babbitt에 균열이 미세하게 형성되고, 열적 사이클 수가 증가함에 따라 더 뚜렷해진다. 이러한 형태의 균열은 베어링 합금과 Back Metal간의 열팽창계수의 상대값, 베어링의 운전온도, 베어링의 가열, 냉각의 주파수 등에 좌우된다.
현장의 자료 이외에도, 베어링의 피로 손상과 관계가 있는 부하 Mode, 굽힘응력, 기하학적인 형상 등에 관한 많은 특수 연구 자료들이 있다. 연구 결과에 의하면 베어링에 가해지는 부하에는 세 가지 종류가 있으며(그림 3-83), 사이클 수와 네 가지 부하 Mode의 항으로 나타낸 결과가 그림 3-84에 표시되어 있다. 그림 3-84에서 보는 바와 같이, 회전 부하는 고정적인 역방향 부하가 작용하기 때문에 가장 해로운 부하 Mode이다. 이러한 부하 Mode는 베어링에 압축력 및 인장력을 교번적으로 가해 베어링에 정방향 및 역방향의 응력을 번갈아 생기게 하기 때문에 바람직하지 못하다. 동일 조사자에 의해 실시된 일련의 피로 Test에 의하면 초기 단계에서는 축방향의 균열이 형성되기 시작하고, Babbitt 조각을 탈락시키는 바둑판 모양으로 진전된다. 이론적 연구에 의하면 이 축방향 균열은 접선방향 응력에 의해 생긴다. 피로 균열의 특징은 부하가 일방향성(교번 방향 포함)인가 회전 방향인가에 따라 크게 달라진다는 것이다. 일방향성 부하는 표면에 정상적인 방향으로 균열을 발생시키고, 회전 부하는 약 60°의 방향으로 균열을 발생시킨다. 또한 일방향 부하를 받을 때보다 회전 부하를 받을 때 피로 수명은 더 짧아진다.
그림 3-83 Fatigue Test시의 부하 Mode (a)(b) 일방향성 (c) 교번성 (d) 회전성
그림 3-84 네 가지 부하 Mode에 대한 손상 Diagram
또한 피로손상은 보통 안전하다고 생각되는 부위 즉, 부하를 받지 않는 틸팅 패드 베어링의 상부 패드와 같은 곳에서도 발생된다. 그러한 패드에는(만일 Preload가 없다면), 보통 패드가 반경방향으로 움직이기에 충분한 Pivot내의 반경방향 움직임이 존재하기 때문에, 패드의 가장자리가 반복적인 부하를 받게 된다. 그 결과 그림 3-85와 같이 상부 패드에 피로 손상이 발생될 수 있다. 이러한 손상의 Mechanism은 다음과 같다. Pivot의 반경방향 움직임이 중심 간극 보다 크게 되면 차동기(Subsynchronous) 자려 패드 진동이 발생된다. 이 진동의 기본 주파수는 1/2× 보다도 적다. 이 자려운동은 각 순간마다 힘과 모멘트를 Zero로 만들기 위해, 매 순간마다 순간적으로 압력분배를 하고 있는 패드가 안정된 정적 평형 위치를 형성하지 못하기 때문에 생겨난다.
그림 3-85 정적으로 부하를 받지 않는 상태에 있는 대형 저널 베어링의 틸팅 패드가 자려 진동에 의해 손상된 예
2.4.3 疲勞 損傷의 確認 (Visually Identifying Fatigue)
피로가 발생되는데 필요한 반복적인 부하는 회전기계에서 일반적인 운전상태는 아니지만, 불평형 부하가 존재하든가, Babbitt의 강도가 특히 낮으면 이러한 손상이 발생된다. 피로 손상은 보통 압력이 최대인 Point의 표면에서 시작되고, 부하 Mode에 따라 표면과 약 45~90°의 각을 이루면서 Babbitt로 진전되는 미세 표면 균열이 최초로 발견된다. 현미경으로 관찰하면 피로 균열은 도로에 자갈을 깐 형태로 베어링 표면에 나타나고, 그림 3-86에서와 같이 균열이 점점 커지거나 개방된 형태로 나타난다. Babbitt가 Back Metal에 접합된 베어링의 경우, 균열은 표면에서 접합면까지 진전되고, 그림 3-87, 3-88에서와 같이 접합면 바로 위에서 방향을 바꾸어 평행한 방향으로 진전된다. 응력이 계속 작용하면 Crack은 수평으로 진행되며, 베어링 합금의 큰 덩어리가 헐거워져 떨어져 나올 때까지 넓은 부위를 손상시켜, 부하를 지지하고 있는 부분을 감소시키게 된다. 헐거워진 Babbitt 입자는 결국에는 베어링 간극 공간으로 들어가 또다른 손상을 야기한다.
그림 3-86 피로손상의 초기 징후 – 미세 표면 Crack
그림 3-87 표면에서 Babbitt 접합면까지 진행된 Fatigue Crack
그림 3-88 Babbitt 접합면 위를 따라 진행되기 시작하는 Fatigue Crack
서로 다른 두께층의 경우를 시험해 본 결과, 다른 매개변수가 변화하지 않는다면 헐거워지는 Babbitt 조각의 크기는 Babbitt가 두꺼울수록 커지는 것을 알 수 있었다. 피로 손상에 의한 Metal의 감손(Loss)은 유막을 붕괴시키는 부가적인 영향을 가져오며, 압력 Zone에서의 윤활유의 감소는 종종 극심한 손상을 야기한다.
사진과 손상된 베어링의 모양을 서로 비교하여, 검사자들은 부하의 집중에 의해 발생된 피로 손상의 원인을 추적해낼 수 있으며, 비교적 적은 부하를 받는 베어링에서 불균형 부하(Unbalanced Load)가 존재하면 부하를 받지 않는 상부 베어링에서 피로 손상이 발생될 수도 있으며, 부하 Zone에서는 Groove 부위에서 압력이 최대로 올라가(주어진 부하에서) 피로 손상이 발생되는 경향이 있다는 것을 감지해 낼 수 있다.
피로는 또한 Thermal Cycling에 의해서, 특히 결정이 균일하지 못한 Tin-based Babbitt에서 발생된다. 이러한 틈은 보통 베어링의 중심부분이 아닌 가장자리의 표면으로 확산되어 나갈 수 있다.
2.4.4 疲勞 損傷의 可能 原因 (Possible Causes of Fatigue)
요약하면, 피로 손상은 다양한 운전 조건과 베어링 구조의 결함에 의해 발생된다. 가장 빈번한 원인은 다음과 같다.
• 높은 응력 집중
전기설비 베어링은 보통 큰 부하를 받지는 않지만, 피로 균열을 일으킬 정도로 충분히 큰 응력 집중을 받는 국부적인 부분이 생길 수 있다. 물론 높은 응력이 집중되는 경우는 다음에 설명한 Cycling Loading이 수반되는 경우에만 피로 손상이 발생된다.
• Cycling Loading
다음 조건들은 Cycling Loading을 발생시킨다.
동기의 회전 부하를 발생시키는 축의 Unbalance; 불안정성(Oil Whip 등); 고주파수 부하(기어 등으로부터의)를 외부로부터 받는 경우; 비원형의 저널.
• 베어링 Shell의 변형
베어링 Shell이 너무 얇거나, 하우징과 베어링 안착면이 헐겁거나, 상하부 베어링의 부적절한 조임으로 인한 접합면의 Pinching이 존재하는 경우에는 베어링 Shell이 변형되어 피로 손상이 일어나게 할 수 있다.
• Babbitt와 Shell 접합면의 접착불량
접착 상태의 결함은 피로 손상을 가속화시키며, 종종 피로 손상을 유발시킨다. 접착불량으로 인해 손상이 발생된 경우에는 Base Metal이 드러나게 된다.
• 부하를 받지 않는 Tilting-pad 베어링
Preload가 없는 Tilting-pad 베어링에서 부하를 받지 않는 Shoes는 반경방향으로 움직이기 쉬우므로, 평형 위치를 찾아 피로손상을 일으키는 진동 Mode로 움직이는 경향이 있다.
• 새로운 Design으로 교체된 베어링
다른 방식으로 설계된 베어링으로 교체할 경우 종종 응력 집중이 발생하거나, 이전의 베어링에 맞도록 마모된 저널과 잘 맞지 않는 베어링으로 교체했을 때 생기는 기타 문제점들이 발생된다.
• Thermal Cycling
주기적으로 최대 최소값으로 변하는 Babbitt의 높은 온도는 베어링의 피로 손상을 야기할 수 있다.
2.5 과열 (Overheating)
과열에는 두 가지 손상 형태가 있는데, Babbitt 성분 중의 하나가 연화점(Softening Point) 이상의 온도에 노출되어 생기는 손상과, 과도한 열적 변화에 의해 Babbitt에 Crack이 발생되는 손상이 그것이다.
2.5.1 過熱 損傷 發生 過程 (Mechanisms)
고온은 베어링 손상의 직접적인 원인이 될 수도 있고, 간접적인 원인이 될 수도 있다. 첫 번째 범주는 Babbitt의 강도 특성이 감소되어 생기는 문제들이다. 온도가 올라가면 Babbitt의 표면은 물결 모양으로 변형되고 Wiping이 일어나기 쉽게 된다. 온도가 충분히 올라가면 베어링의 일부가 용융된다. 합금의 한 성분이 용융되어 조직에서 새어나오게 될 때, “Sweating”이 발생했다고 말한다.
열적 피로라고도 불리는 간접적인 손상 형태는 재료의 이방성(방향에 따라 탄성 등의 성질이 달라지는 것) 때문에 발생된다. Tin-based Babbitt를 포함하여 이방성을 가지고 있는 재료들은 각각의 결정 방향(Crystal Axis)에서의 열팽창 계수가 다르다. 열응력이 생기면 이러한 이방성에 의해 입계의 변형(Grain Distortion)이 생긴다. 반복적으로 열에 노출되면 베어링 표면에 얼룩반점이 생기는데 이것은 보통 베어링 성능에 나쁜 영향을 주지는 않는다. 그러나 입계 변형이 극심하게 되면 입계의 경계면을 따라 베어링 표면에 균열이 발생되는데, 이러한 열적 균열의 형태(열적 피로형태)를 “Ratcheting”이라고 부른다 (그림 3-89).
그림 3-89 과열로 인한 Thrust 베어링의 Ratcheting
2.5.2 過熱의 確認 (Visually Identifying Overheating)
과도한 열에 의한 베어링 손상은 손상 표면과 그 주변 지역이 검게 되고, 코우크스화 되며, 광택이 나기 때문에 육안으로 확인될 수 있다. 이러한 표면의 두 가지 예가 그림 3-90과 3-91에 나타나 있다. 더 심한 경우에는 운전되는 동안에 Babbitt가 충분히 연화되어 간극이 큰 부분으로도 확산될 수 있다.
그림 3-90 외경 8.0 in(20 ㎝)의 Thrust Pad에서의 과열

그림 3-91 작은 hmin 때문에 생긴 Thrust Pad의 과열
온도가 충분히 올라가게 되면 베어링의 일부가 실제로 용융된다. 앞에서 언급한 바와 같이 합금에서 한 성분만 용융되어 조직으로부터 새어나간 상태를 Sweat 되었다고 말한다. 압력이 낮은 부분 주변에 작은 Babbitt 방울이 있다면 Sweating의 증거이다. 보통 이러한 부분은 물결 모양이 나있다. 종종 Sweat 알맹이들은 Oil Groove나 Pocket의 한쪽 끝을 따라 발견되기도 한다.
원인이 무엇인지 알려주는 또 하나의 특징은 큰 온도 변화가 계속해서 발생했을 때 표면에 발생되는 Babbitt의 Ratcheting-Cracking이나 얼룩 반점이다. 단면을 관찰해보면 Ratcheted 표면은 편평하지 않고 물결 모양을 하고 있을 것이다. 온도 변화가 충분히 크면 표면 균열은 큰 Babbitt 덩어리를 탈락시킬 수도 있다. 이러한 탈락 현상은 과열로 인해 강도가 감소했을 때 발생되는데, 유막을 통해 전달되는 수직 전단력에 의해 Babbitt가 변형되고 균열이 발생된다. 이러한 과정은 보통 수하부에서 발생되며, 탈락된 Babbitt 덩어리는 유막의 흐름을 따라 움직여 부하를 받지 않는 베어링 부위에 부착된다. 이러한 상황이라고 Wiping이 반드시 발생하는 것은 아니다.
때때로 베어링에서의 고온은 윤활유 부족 때문에 발생되며, 이 경우 베어링은 손상된 표면을 가지고 있는 것 이외에도 윤활유의 질이 저하되어 부착되는 광택제(Varnish)로 덮여 있다. Babbitt가 연화점 근방(즉, 용융점에 가까운)까지 온도가 올라가게 되면, Babbitt 합금의 재결정이 일어난다. 압력이 높은 부위에서는 베어링 입자 사이의 결합 상태가 심하게 뒤틀리고 파괴될 수도 있다.
2.5.3 過熱의 可能 原因 (Possible Causes of Overheating)
발생상황을 넓은 범위의 연속 분포도(Wide Spectrum of Conditions)로 나타내 보면 과도하게 온도가 올라가는 Point를 감지할 수 있으며, 많은 사람들은 이것을 간접적인 방법으로 알아낸다. 또한 작은 부분에서일지라도 온도가 과도하게 올라가면, 일반적인 온도 수준(온도 상승, Tout – Tin)이 크지 않더라도 손상이 발생된다. 그러나 그 정도까지 저널과 Thrust 베어링에서의 과도한 Tmax가 발생되는 상황과 Mechanism을 완전하게 기술하려면 이 책의 한계를 훨씬 초과하게 된다. 그러나 주요 원인과 발생 경로는 다음과 같은 것들이 포함된다; 즉 불충분한 윤활이나 Oil의 부족, 이방성, 변형(Warping), 베어링의 기하학적인 결함, 과도하게 작은 최소 유막 두께, 과도한 급유(Flooded Lubrication), 과열 또는 너무 높은 점성의 Oil 공급, 외부에서부터 베어링으로의 열전달, Misalignment 등이다.
2.6. 와이핑 (Wiping)
Wiping 손상은 저널이나 Runner와 직접 접촉되어 Babbitt의 상당량이 밀리거나 제거될 때 발생된다. 이러한 Babbitt는 종종 베어링의 다른 위치에 부착된다.
2.6.1 Wiping 發生 過程 (Mechanisms)
전체 또는 부분적인 Wiping은 아마도 Babbitt 베어링에서 겪게되는 손상중 가장 친숙한 손상 형태일 것이다. Thrust 베어링에서의 일반적인 Wiping 양상이 그림 3-92에 나타나 있다. Wiping의 직접적인 원인으로서 세 가지 Mechanism을 생각할 수 있다. 이들 중 하나는, 표면사이의 직접적인 접촉으로 Babbitt의 용융이 발생된다. 두 번째 Mechanism은 접촉되는 동안 베어링 Metal이 전단 방향으로 절삭된다; 전단 절삭된 Material은 저널의 기계적 냉각 작용에 의해 소성 변형된다. 세 번째 Mechanism은, hmin 부근에서 생기는 과도한 압력으로 인해 일단 Babbitt의 항복 강도가 초과되면 Babbitt에 국부 소성 변형이 생긴다. 소성 변형된 Material은 베어링 간극 내로 돌출되어 Runner와 접촉되고 Wiping이 발생된다.
그림 3-92 과부하로 인해 Wiping된 21.75 in(55 ㎝) Thrust Bearing Pad
2.6.2 分類 및 可能 原因 (Classification and Possible Causes)
Wiping은 보통 첫 번째와 두 번째의 범주(Category)로 나누어질 수 있는 잠재적인 원인의 결과이기 때문에 포괄적인 용어라 할 수 있다. 첫 번째 Category는 윤활유의 부족, 충격이나 과도한 부하, 베어링의 열적 탄성 변형(Distortion)으로 인한 접촉 등과 같은 원인 때문에 생기는 Wiping이다. 두 번째 Category는 다른 손상 Mechanism의 결과로 생기는 Wiping이다.
Babbitt가 물리적으로 이동(Displacement)되는 직접적인 원인은 다음과 같은 것들이 있다.
• Misalignment
• 작은 간극
• 기동시의 문제
• 탄성 열적 변형
• 과도한 베어링 부하
• 불안정성 또는 과도한 진동
• 충격 부하
• 부적절한 조립
• 나쁜 부하각
• Oil의 부족
손상 Mode중 몇 개는 수정되지 않으면 결국에는 베어링의 2차 Wiping이 생기게 되는데 이런 것에는 다음과 같은 것들이다.
• Fatigue Wiping.
그림 3-93에서와 같이 피로가 발생된 베어링을 계속해서 사용하면 들어올려진 조각이 Shaft에 닿아 Babbitt가 떨어져 나가게 된다.
• 가스의 발생.
Wiping은 종종 Back Metal과 Babbitt의 접착 경계면에 생기는 기포 때문에 발생된다.
• 경계 윤활 Wiping.
Wiping은 기동 정지시 유막이 형성되기 전에 과도한 부하가 걸리거나, Turning Gear로 저속 운전시에 발생될 수 있다.
그림 3-93 Wiping 손상을 일으키는 Babbitt Fatigue
2.6.3 Wiping의 肉眼 確認 (Visually Identifying Wiping)
Wiping은 Runner와 베어링이 직접 접촉되어 생기는 결과이기 때문에, 이러한 종류의 손상은 Babbitt Material의 물리적인 이동으로 묘사할 수 있다. 이러한 이동의 가장 심한 흔적은 보통 hmin 근방에서 발생된다. 이러한 이동은 꽤 넓은 각도의 부위에 걸쳐 발생되는데, Wiping이 발생된 끝부분에 불규칙한 톱니모양의 들쭉날쭉한 모서리가 생기는 것이 특징이며, 이 부근의 손상되지 않은 Babbitt 표면에 이동된 Material이 부착된다. 만일 Wiping이 발생되는 동안에 온도가 높지 않았다면, 손상된 부위는 광택이 나 있을 것이고, 발생 과정에서 높은 온도가 발생되었다면, Wiping이 발생된 부위가 검게 윤이 날 것이다.
현장에서 진단한 근본 원인과 Wiping된 베어링의 몇 가지 특수한 예가 뒷부분에서 서술된다.
• 그림 3-94에 적당히 가볍게 Wiping이 발생된 저널 베어링을 보여주고 있다. Fatigue Wiping에서 이미 언급한 것과 같이, 이러한 Wiping의 전형적인 특징은 원래 위치에서 압력이 낮은 위치(모양과 접촉 흔적을 관찰해 보면 이전의 표면 위에 퇴적되었다는 것을 알 수 있음)로 이동된 Babbitt 층이 있다는 것이다. 이러한 표면 주변을 확대하여 그림 3-94b에 나타내었다.
• 극심한 Misalignment로 인하여, 베어링의 한쪽 끝부분에 집중적으로 발생된 Wiping을 그림 3-95에 나타내었다.
그림 3-94 일시적인 윤활유의 상실로 Wiping이 발생된 직경 3.0 in(7.6 ㎝)의 저널 베어링 (a) 베어링 수하부 (b) Wiping 부위
그림 3-95 베어링이 기울어져(Tilt) Wiping이 발생된 증기터빈 저널 베어링
2.7 베어링 고장 진단 시험기법 (Laboratory Techniques for Diagnosing Bearing Failures)
본질적으로, 베어링 고장을 초래한 특정 손상을 확인하는데 유용한 두 가지 일반적인 접근 방식이 있다. 첫 번째는 이미 언급한 것과 같이 손상된 표면을 육안, 가능하면 현미경으로 관찰하고, 손상 Mode별로 분류된 사진 목록과 그 모양을 비교하는 것이다. 다른 하나는 간단한 수공구를 사용하는 것에서부터 고도로 복잡한 진단 절차에 이르기까지 다양한 실험실 기법들이다. 이러한 실험 절차는 진보된 물리, 화학적인 기법, 예를 들어 분광기, 레이저, 원자 검사 등을 포함한다. 베어링 손상의 본질을 알아내기 위한 이러한 실험 기법중의 하나(윤활유 Ferrography, 윤활유에 침전된 마모 입자를 분석하는 방법)가 아래에 기술된다.
Ferrography
수십개의 설비에서 사용중인 Ferrography는 오염 물질을 확인하는 가장 최신 방법중의 하나이다. 운전 원리(그림 3-96)는 자극(Pole of Magnet) 사이로 일정량의 Sample Oil을 연속적으로 느리게 Pumping하는 것이다. 유체가 경사진 현미경의 슬라이드판 위를 흘러 내려가는 동안, 이물질들은 점성의 Net 효과와 입자에 작용하는 자력에 의해 크기별로 분류된다. 입자가 클수록 먼저 침전되고, 입자가 작을수록 더 하류쪽까지 이동된다. 침전된 입자의 조직 구조에 대한 정보는 동시에 적색 광선 반사와 녹색 광선 투과를 사용하는 Bichromatic 현미경을 사용하여 얻어진다. 1 ㎛ 정도로 작은 금속 입자는 적색 광선을 반사시키고, 녹색 광선을 봉쇄하여 적색만 나타나게 한다. 화합물로 이루어진 입자들은 녹색광선을 더 많이 통과시켜 녹색이 나타나게 하거나, 입자가 비교적 굵다면 노란색이나 녹색으로 나타난다.
서로 다른 마모 Mechanism에 의해 생긴 입자들은 각각의 특정한 Mechanism을 확인할 수 있는 특징들을 가지고 있다. 대부분의 기계 윤활유에서 발견되는 Rubbing으로 인해 생성된 마모 입자들은 작은 판의 형상을 가지고 있고, 허용할 수 있는 정상적인 마모임을 나타낸다. Cutting이나 연마되어 생긴 마모 입자들은 기계 가공시 생기는 절삭 부스러기와 유사한 작은 나선형, 고리형, 구부러진 선의 형상을 가지고 있다. 이러한 입자들이 많으면 극심한 연마 마모 작용이 일어난다는 징후이다. 화합물로 이루어진 입자들은 산화작용이나 부식성 환경으로부터 생긴다.
그림 3-96 Ferrograph 분석기의 개략적인 표현
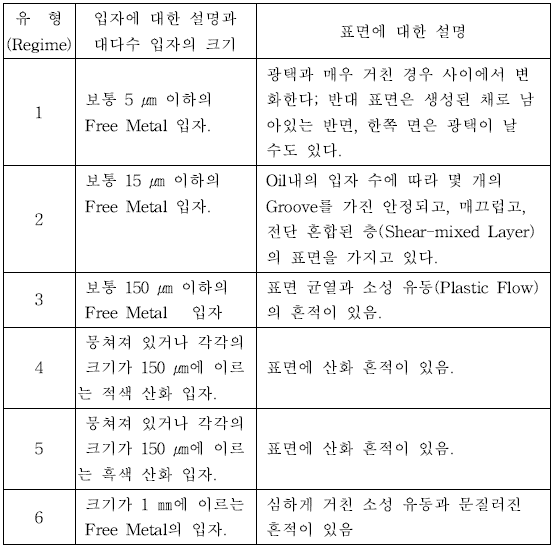
미끄럼 접촉에서 생기는 입자의 특성별로 분류하여 여러 가지 유형(Regime)으로 표 3-5에 나타내었다. 특징적인 입자를 만들어내는 Rubbing 마모의 여섯 가지 유형이 확인되었다. 유형 1과 2는 유체 역학적 경계 윤활에 해당되는 정상적인 마모상태를 나타낸다. 다른 유형(3, 4 또는 5)들이 한 개 또는 그 이상 나타나면 시스템의 어떤 매개변수가 바람직하지 못하게 변화하고 있다는 것을 나타낸다. 유형 6이 발생되면 손상이 임박했다는 것을 나타낸다. 자유롭게 돌아다니는 금속 입자는 유형 1, 2, 3, 6에서 만들어지며, 이러한 마모 유형들은 입자의 크기에 의해 확인될 것이다. 유형 4에서의 강의 마모 입자는 가벼운 산화 마모의 형태가 지배적이고, 대부분의 마모 입자는 적철광이다. 유형 5는 검은 색의 철산화물이 생성되며 극심한 산화 마모의 형태를 나타낸다.
표 3-5 마모 유형(Regime)
2.8 2차 와이핑 사례 (A Case of Secondary Wiping)
이 단락에서는 발전설비 베어링의 손상에 따르는 진단-교정 순서에 대해서 설명하고, 손상의 명확한 근본 원인을 규명한 다음, 교정 절차에 대해 간단히 설명한다. 보통 Wiping이 가장 일반적인 베어링 손상 형태이기 때문에 베어링에 발생한 Wiping의 한 가지가 특별한 경우의 예를 선택하여 설명한다. 이 예는 그림 3-97과 같이 Overshot Groove가 있는 원형 베어링을 사용하는 어떤 노후 발전소에서 발생되었다. 손상은 순간적이었으며, 베어링 하우징에서 연기가 발생하면서 회전축이 거의 고착(Seizure)되는 것처럼 보였다. 발전소는 즉시 정지되었으며, 검사를 위하여 베어링 하우징을 개방하였다. 진단-교정 순서의 도표를 그림 3-98에 나타낸다.
그림 3-97 Overshot Groove 베어링의 일반적인 설계. 이러한 형식의 베어링은 Preload가 있거나 없는 Two-axial groove 베어링이며, 부하가 걸리지 않는(Top) Pad에는 Pad의 전 원호에 걸쳐 깊은 원주 방향의 Channel이 가공되어 있다.
그림 3-98 2차 Wiping 사례에 대한 진단-교정 절차의 예
2.8.1 損傷 Mode (Mode of Failure)
베어링 표면에는 다음과 같은 증상이 나타났다.
• 부하를 받는 하부 베어링에는 피로(Distress)의 흔적이 나타나지 않았다.
• Overshot Groove가 있는 상부 베어링에는 Pad의 Downstream 부분으로 Babbitt가 심하게 밀린 것으로 나타났으며, 응결된 베어링 덩어리가 Overshot Groove와 Oil Groove의 Downstream, 작은 양이지만 하부 베어링의 Leading Edge에 침적되어 있었다. 손상된 상부 베어링을 그림 3-99에 나타내었다.
• 상부 베어링을 정면으로 보면 Babbitt가 Wiping되어 어떤 가능한 흔적들을 덮어버렸기 때문에 Crack을 발견할 수 없었지만, 상부 베어링의 Overshot Groove 내의 옆면으로 보면, Babbitt층에 수직으로 발생한 미세한 균열과 접합면에 평행하게 발생된 미세한 균열을 볼 수 있었다. 하부 베어링에는 이러한 균열이 생기지 않았다.
• 이러한 증상으로 보아 손상은 피로가 발생된 상부 베어링에 의해 시작되었고 2차 Wiping에 의해 손상이 발생되었다는 것을 알 수 있다.
그림 3-99 손상된 상부 베어링의 해부도(Topography)
2.8.2 Wiping의 根本 原因 (Root Cause of Wiping)
이 사례는 피로(Fatigue)와 Wiping이 둘다 관련되어 있는 복합 손상 Mode이다. Babbitt Fatigue 단독으로는 즉각적인 베어링 손상이 일어나지는 않을 것이다. 마찬가지로, 가혹한 유체역학적 상태는 중대한 손상 요인이기는 하지만, 단독으로는 이러한 정도까지 Wiping 손상을 발생시키지는 않을 것이다. 한가지 타당한 가설은 피로가 발생된 Babbitt의 상태가 유체역학적 상태를 악화시켜, Wiping이 발생되었다는 것이다. 따라서 피로가 1차적인 손상 요인이다.
진단의 다음 단계는 베어링 피로의 근본 원인을 규명하고, 하부가 아닌 상부 베어링에 Wiping 손상을 발생시킨 요소를 결정하는 것이다.
약 12가지의 명백한 작용(Process)이 피로나 Wiping 손상을 야기시킨다. 이 두 가지 손상 Mode(피로나 Wiping)에 공통적인 요소는 Oscillating 부하에 의해 생기는 Rotor의 진동이다.
이 발전소의 내력을 조사해본 결과, 손상을 야기 시키는 두 가지 부정적인 상태와 관련된 몇 가지 사실을 알 수 있었다.
• 이 노후 발전소는 불평형 부하(Unbalance Loading)가 악화되었던 내력을 가지고 있었다.
• 이 발전소는 베어링 Pedestal이 이동되어 Rotor Alignment나 Mismatch와 같은 문제들을 가지고 있었다.
첫 번째 상태는 불평형 부하가 피로 작용을 촉진시킨다는 가설을 뒷받침하기는 하지만, 불평형 부하가 존재한다는 자체만으로는, 부하를 받아 피로가 발생되기 쉬운 하부에 생기지 않고, 상부 베어링에서 발생했는가에 대한 의문을 해명하지는 못한다. Rotor Mismatch를 나타내는 두 번째 상태는 어떤 가능한 해명을 암시한다. 즉,
• 손상된 베어링의 Pedestal이 하향 이동되었다면, 하부 베어링에 부하가 적게 걸리게 되고, 상부 베어링에 미지의 부하(Unknown Load)가 걸리게 된다.
• 불평형 부하는 상하부 베어링 모두에 회전력(Rotating Force)을 가하지만, 정적 부하가 상방향으로 전환되어 상부 베어링이 하부 베어링보다 훨씬 더 가혹하게 부하를 받게된다.
Overshot Groove가 있는 상부 베어링은 하부 베어링보다 훨씬 더 적은 부하용량을 가지고 있다. 부하용량은 (L/D)2에 비례하는데, 여기서 L은 길이이고 D는 직경이다. 이 사례에서 하부 베어링에 대한 상부 베어링의 부하용량 비율은 식 (1)에 주어진다.
Ratio = (L/D)2 ․2 = (1/3)2․2 = 22% – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – (1)
따라서 베어링 설계 부하용량의 22%만 가지고 있는 상부 베어링에 주파수 60 ㎐의 회전 부하가 작용하게 되는 경우가 발생하게 되었다.
손상의 근본 원인은 Overshot Groove가 있는 상부 베어링에 Oscillating 부하와 Steady 부하가 동시에 가해진 때문이라는 것이 분명하다.
2.8.3 矯正 (Remedy)
이러한 형태의 문제를 근본적으로 교정하려면 불평형 부하를 제거하고, Pedestal의 이동을 방지해야 한다. 이것이 가능하다고 해도, 이러한 작업은 발전소 Major 정비가 될 것이다. 그러나 베어링 교정의 견지에서 보면 두 가지 선택을 할 수 있다.
• 표면이 부서지지 않은 하부 베어링이 상부에 위치하도록 베어링을 180° 회전시킨다. 부하의 방향이 또다시 변하지 않는다면, 이것은 훌륭한 방법이 된다.
• 부하의 방향에 관계없이 만족스럽게 운전될 수 있도록 설계를 변경하여 Overshot Groove 전체를 없앤다.
2.9 증기터빈 윤활계통 유지 정비 (Maintaining Steam Turbine Lubrication System)
터빈 발전기의 윤활 계통은 모든 운전 조건하에서 Thrust 및 저널 베어링에 Oil을 공급한다. 몇 년동안 Trouble없이 운전되다가도 윤활 계통은 윤활유 질의 저하나 기계 전기 부품의 고장, 또는 비상 전원 계통의 Trouble로 인하여 갑자기 고장날 수 있다. 윤활 계통의 고장은 잘 발생되지는 않지만, 한번 발생되면 터빈 베어링과 Rotor에 큰 손상을 야기 시킨다. 이것은 정비를 위한 발전소의 정지기간을 연장시키는 결과가 되므로, 윤활 계통의 각 요소들을 정기적으로 검사하고, 정비하는 것이 필수적이다. 증기 터빈 윤활 계통의 유지 정비를 위한 지침은 저자의 협회에서 대형 발전소의 터빈을 위해 개발되었다. 다음 페이지에서는 이들 지침에 상세히 기술된 Oil의 상태를 감시하는 몇 가지 방법에 초점을 맞추어 설명한다.
2.9.1 檢査 및 維持 整備가 必要한 理由: 蒸氣 터빈 Oil (Testing and Maintenance Requirements : Steam Turbine Oils)
요즈음의 터빈 Oil은 광물질을 고도로 정제한 수준의 Oil 규격과 특정한 Oil 특성을 강화하거나 추가하기 위한 여러 가지 첨가제를 공식화하였다. 이러한 양질의 Oil은 열적, 또는 산화로 인한 열화를 방지하고, 녹이나 부식을 억제하고, 만족스러운 윤활과 부하를 받는 부품을 냉각시키며, 거품의 방지, 양호한 수분 분리 특성을 가지도록 하기 위해 필요하다. 사용하는 동안, 이러한 특성들이 오랜 기간에 걸쳐 서서히 나빠질 수도 있다. 따라서 터빈 운전원이 Oil의 상태를 감시할 수 있도록 Sampling과 분석 계획을 확립하는 것이 중요하다. Oil 견본의 분석으로부터 얻어지는 정보는 Oil의 적합 여부를 판단하는 근거를 제공할 뿐만 아니라, 다른 방법으로는 감지할 수 없는 냉각수의 누설, 과도한 마모, 과열 등과 같은 윤활 계통의 문제점을 확인할 수 있다.
2.9.2 規格 (Specifications)
새 윤활유의 규격(Specification)은 제조업자, Oil 공급업자, 터빈 윤활 분야에서 활동하는 기술 협회 등에 의해 공식화된다. 최소한의 규격 지침이 American Society for Testing and Materials(ASTM)에 의해 “Standard Specification for Mineral Lubrication Oil Used in Steam and Gas Turbines(D 4304)”이라는 표제로 발표되어 왔다.
2.9.3 添加劑 (Additives)
최소한, 터빈 Oil에는 산화 발생을 저지시키기 위한 내산화제와 철이 주성분인 금속을 보호하기 위한 녹방지제가 포함되어 있다. 그밖에 거품 방지제와 금속 분해제가 첨가될 수도 있다. Oil에 포함되어 있는 광물질의 특성에 따라, 필요한 성능 특성을 얻기 위하여 다른 기능을 가진 첨가제가 사용될 수도 있다.
오랜 기간에 걸쳐, 몇몇 첨가제가 계통내의 물질이나 오염 물질의 흡착작용이나 화학반응에 의한 질의 저하, 윤활유의 열화 등으로 인해 소모될 수 있다. 이러한 소모량은 주기적인 보충유의 첨가로 전체 또는 부분적으로 상쇄될 수 있다. 터빈 Oil을 15~20년 동안 계속해서 사용하는 것도 보기 드문 경우가 아니다. Makeup이 용이하지 않은 터빈 윤활 계통에서는 어떤 성능이 감소되었는가를 정확하게 확인할 수 있도록 Oil의 특성이 감시될 수 있어야 한다. 첨가제를 혼합하여 Oil의 억제 작용을 다시 제공하는 것이 가능한 경우에도, 이러한 작업은 신중하게 검토되어야 하며, 터빈 Oil 공급자와 면밀한 상담을 한 후에 행해져야 한다.
2.9.4 汚染 物質 (Contamination)
터빈 Oil 계통내의 오염 물질들은 내부에서 생성되거나 Seal이나 Vent 등의 통로를 통하여 주변환경으로부터 계통 내로 빨려 들어온다. 외부의 오염 물질은 공기중의 먼지, 모래, 석탄 입자, 수분 등이다. 내부에서 생성되는 오염 물질은 어느 정도까지는 일정하게 생성되고 있는 마모 금속입자, 냉각수의 Leak, 슬러지와 같은 Oil 열화 생성물, 녹 입자 등이다. 그림 3-71은 고체 오염 물질의 양과 크기로써 터빈 Oil의 상태를 나타낸 일반적인 도표이다.
오염 물질의 생성이 과도하거나 억제되지 않을 때는 터빈 운전원이 그 원인을 확인하여 조치를 취하고, Oil 정화 장치나 계통의 여과기가 적정하게 운전되고 있는지를 확인할 수 있도록 경보가 발생되어야 한다.
2.9.5 分析 (Analyses)
운전중 터빈 Oil의 상태감시는 다음과 같은 특성에 초점을 맞추어야 한다.
• 녹방지 보호 작용.
• Oil의 잔존 수명(산화 안정성).
• 점도.
• 전산가(Total Acid number).
• 청결도.
• 거품의 생성 경향.
• 색상/외관.
• 수분 함유.
• 인화점(Flash Point).
다음 단락에서 ASTM에 의해 개발 및 입증되어 발표된 추천할만한 검사 절차와 함께, 처음 두 가지의 특성의 중요성에 대해 논의된다.
터빈 Oil 계통 내에는 녹에 대해 보호가 필요한 수많은 철금속이 있다. 이러한 보호 작용의 대부분은 Oil 속에 존재하는 녹방지 첨가제에 의해 가능하다. 새로운 Oil이나 사용하던 Oil을 계속해서 사용하려면 ASTM Method D 665-83 Procedure A, 또는 D 3603-82를 통과하여야 한다. 이것은 운전중에 물이 Oil과 섞이게 되는 경우, 철금속 부품에 녹이 생기는 것을 방지하기 위하여, 증기터빈 Oil의 성능을 평가할 수 있도록 고안된 Dynamic Test이다.
이 방법에서 원통모양의 Steel 견본을 300 ml의 시험유와 온도가 140℉(60℃)인 30 ml의 증류수가 들어있는 비이커에 담근다. 이 혼합물은 시험이 진행되는 동안 휘저어지며, 시험은 보통 24시간 정도 소요된다. Steel 견본의 녹 발생 상황은 시험후 육안 점검으로 측정한다.
Oil의 잔존 수명은 극심한 열적/산화에 의한 열화에 대해 Oil이 얼마만큼 더 견딜 수 있는가를 측정한다. Oil의 잔존 사용가능 수명은 Oil 내의 내산화제 잔존 농도와 밀접한 관계가 있다. 신유의 산화 안정도는 일반적으로 ASTM Method D 943-81에 의해 측정된다. 그러나 이 방법은 비교적 시간이 많이 소요되기 때문에(6주 이상), 운전중 Oil 상태 감시에는 적용되지 않는다. 이 용도로는 Rotating Bomb Oxidation Test(RBOT)인 ASTM Method D 2272-84가 더 많이 사용된다.
구리 촉매 코일이 들어있는 작은 유리 용기에 50 gr의 시험유 Sample과 5.0 ml의 물을 담아, 이 용기를 90 psi(620 kPa)의 산소가 가압되어 있는 Metal Oxidation Bomb에 넣고, 이 Bomb를 302℉(150℃)의 항온 Bath에 넣는다. Bomb는 Bath내에서 수평면과 30°의 각도를 이루면서 100 rpm으로 회전된다. 산소압력은 시험 중에 연속적으로 감시되며, 산소의 압력이 최대 압력으로부터 25 psi(172 kPa)이상 떨어지면 시험이 종료된다. 이것은 일반적으로 시험유의 산화가 가속화되었다는 것을 나타내며, 산화가 가속화되기 전까지 소요된 시간을 신유의 RBOT Data와 비교하여, 운전중인 Oil의 잔존 산화수명의 측정치가 얻어진다.
2.9.6 터빈의 Severity Level (Turbine Severity Level)
건설 및 운전기간 동안에 발생된 상황이 각기 독특하기 때문에, 각각의 터빈/발전기 윤활 계통은 독특한 특성을 가지고 있다. 이러한 상황들은 새로 채워진 신유가 산화 저항성을 잃게 되는 비율을 결정짓게 된다. 사용중인 Oil의 잔존 산화 저항성을 감시할 때, 이러한 상황들을 고려하기 위하여 터빈 Severity Level(B)이라고 불리는 한 특성(Property)이 확립되었다(DenHarder and Vienna). “B”는 터빈/발전기 윤활 계통에서의 Oil 반응으로 인해 매년 없어지는 신유 산화 저항성의 %로 정의된다. “B”는 다음 세 가지 요소를 고려에 넣는다.
• Oil의 산화 저항성을 보충하기 위해서 윤활 계통에 첨가되는 보충유의 양
• Oil이 사용된 시간
• RBOT, ASTM D 2272-84에서 정해진 것과 같은 잔존 산화 저항성
식(2)는 터빈 Severity “B”를 계산하는 식이다.
![]() – – – – – – – – – – – – – – – – – – – – – – – – – – – – – (2)
– – – – – – – – – – – – – – – – – – – – – – – – – – – – – (2)
여기서,
M = 매년 계통으로 보충되는 Oil의 양을 원래 계통 내에 있던 전체 Oil량에 대한 %로 나타낸 값( % / year ).
X = Oil 속에 남아 있는 산화 저항성의 양을 원래의 Oil의 산화 저항성에 대한 %로 나타낸 값(신유에 대한 %).
t = 원래의 Oil이 사용된 년수
매년 25%의 Severity Level을 가지고 있는 터빈에서 Oil 열화에 대한 보충율의 영향, M이 그림 3-100에 나타나 있다.
특수한 윤활 계통에서의 Severity Level은 최초 운전이나 신유가 충진된 시점에서 얼마의 기간 내에 결정되어야 한다. 보충유 양의 정확한 기록이 필수적이며, RBOT가 1~2년 동안 3~6개월의 간격으로 수행되어야 한다. Oil 보충량과 시간에 따른 Oil의 열화정도를 알면, 그 Oil에 대한 터빈 Severity를 그림 3-101에서 알 수 있다.
그림 3-100 Oil 열화에 대한 보충율의 영향 (터빈 Severity, B = 25%/year).
그림 3-101 Oil 열화에 대한 터빈 Severity(B)와 보충율(M)의 영향. 점선은 터빈 Severity, B의 값이 얻어지는 과정을 보여준다.
예로서 터빈 Oil은 5년 동안 사용되었고, 연간 보충율은 15%이다. 회전식 Bomb Test로부터 얻어진 잔존수명은
처음 1,700분에서 350분으로(79.5% 없어짐) Oil이 열화되었다. 시간축에서 5년에서 시작하여 위로 올라가면 15%의
보충 곡선과 만나는 점이 결정되면, B/(100X)까지 좌측으로 평행하게 선을 그린다. B/(100X)축 위의 점과 Oil 산화 % 축
위의 79.5%에 해당하는 점 사이에 직선을 그리면, 22%/year의 터빈 Severity Scale와 교차하게 된다.
높은 Severity Level을 가지고 있는 윤활 계통은 잦은 보충이나 완벽한 신유 충진이 필요한 반면, 낮은 Severity Level을 가진 윤활 계통은 일상적인 보충으로도 문제가 생기지 않을 것이다. 최신 설계된 터빈/발전기는 1965년 이전에 설치된 것보다 더 높은 “B” Level을 가지고 있다. 윤활 계통의 온도가 증가되어 최근 설계된 터빈의 “B” Level이 더 높아진 것이 아닌가 생각된다. 보다 대형화된 축, Turning 기어, Coupling, 그리고, 더욱 작아진 Oil Tank의 체적은 시간당 Oil 냉각기를 통과하여야 하는 Oil 갤런당 열의 양을 증가시키게 되었다. 또한 압입 통풍형 보일러에서 새어나온 석탄 분말과 Fly Ash에 의한 Oil의 오염도 한 인자가 되어 왔다.