Gears
3.1 기어의 故障 分析 (Gear Failure Analysis)
3.2 初期의 考慮事項 (Preliminary Considerations)
3.3 기어의 理論上 力量의 分析的 評價 (Analytical Evaluation of Gear Theoretical Capability)
3.4 冶金學的 評價 (Metallurgical Evaluation)
3.5 一般的인 機械 設計 (General Mechanical Design)
3.7 다른 列의 부품으로 인한 缺陷 (Defects Induced by Other Train Components)
3.11 製作 工程上의 故障 (Failures from the Manufacturing Process)
3.1 기어의 고장분석 (Gear Failure Analysis)
혹자는 “기어는 마멸할 때까지 마멸하여 영원히 마멸된다”라고 말한다. 미국의 기어 생산 협회(AGMA)에서는 이 같은 메커니즘을 다음과 같이 밝혔다: “만약 기어가 적절히 윤활 되어 과하중을 받지 않으면 기어 이빨의 구름 및 미끄럼 작용으로 제작의 결함을 제거하여 작용 표면에 고광택을 제공하는 초기 “운전” 주기가 존재하는데, 이것은 적절한 설계, 생산, 응용, 설치, 작동 등을 가정하는 기어 유니트에 있어 일상적인 경험이다. 적절한 연속운전 조건에서는 치차의 마멸 흔적이 거의 없다. 이러한 정확한 관찰에도 불구하고 외적인 영향으로 이빨이 손상하는데, 손상이 확장되기 전에 이를 방지하기 위한 여러 대책을 초기에 제안하는 것이다. 잘 관리된 정비 프로그램의 한 부분으로서 공정기계의 고속 기어는 규칙적이고 완전한 검사를 받아야 한다.
AGMA는 기어 이빨의 손상 형태를 25가지로 분류한다. Ku, P.M씨는 치차의 손상 형태를 2가지 항목으로 분류하는 것이 더 타당하다고 생각했는데, 그것은 강도와 관련된 형태와 윤활제와 관련된 형태이다. 강도와 관련된 손상의 주요 형태로는 소성 흐름과 파괴를 들 수 있다. 윤활제와 관련한 손상 형태의 예는 접촉마멸, 스커핑이나 스코어링, 그리고 피팅 등이다.
표 3-6은 주요 기어의 손상 형태와 문제를 암시하는 징후이고, 그 원인과 관련시킨다. 기어손상의 통계는 표 3-7, 3-8과 같다.
기어의 손상분석은 상당히 복잡한데, 육안검사, 금속학적 분석, 마찰 공학적 메커니즘, 시스템의 동적 분석, 케이싱, 베어링, 축과 씰의 설계 검토, 마지막으로 각 기어의 상세한 분석으로 손상의 원인을 밝히는데 실마리를 제공한다. 기어의 손상분석에 대한 일반적 요소로 적용할 수 있는 접근은 다음 항에서 설명한다.
표 3-6 기어 고장 유형과 원인
* 많은 경우 피로손상으로 진전됨.
표 3-7 고정 기어의 고장 원인 분포도
표 3-8 기어의 고장 유형 분포
3.2 초기 고려사항 (Preliminary Considerations)
관례적으로 기어 손상 분석의 첫 단계는 기어, 축, 베어링, 케이싱, 윤활계, 씰 등의 손상된 부분을 육안검사 하는 것이다. 구동 또는 종동 장비로 가해진 외부 하중의 크기에 대한 데이터는 손상 형태를 차별화 하는데 매우 효과적이다. 정확한 손상 형태의 평가는 남아있는 연구과제에 관한 깊이와 방향 구축에 필수적이다.
기어의 손상과 관련하여 통신을 증진시키기 위해 AGMA는 빈번히 발생하는 손상을 규명하는 표준을 1943년에 출판하였다. 가장 최근의 표준은 AGMA 110.Xx로써, 1979년 9월에 출판된 “기어 이빨의 손상 형태의 술어”이다. 여기서 사용된 사진들을 본 서에 소개하였고, 표준에서 사용된 것과 동일한 문자를 사용하였다.
3.3 기어 이론적 용량의 분석적 평가 (Analytical Evaluation of Gear Theoretical Capability)
기어 손상에 관한 연구에서 중요한 단계는 기어의 이론적인 역량을 분석 평가하는 것으로써, 때로 그러한 데이터는 손상의 정도와 형태를 차별화 하는데 도움을 주고, 또한 조사자에게 있어서는 필수적인 증거가 된다. 예를 들면 기어 수명의 초기에 피팅이 발견되었을 때 그 피팅이 파괴 피팅 쪽으로 계속 진행할 것인지 또는 기어가 스스로 교정되어 피트의 상처가 아물 것인지의 결정을 내려야 한다. 만약 알고있는 하중에 견디는 특정 기어의 역량 평가를 이론적으로 잘 해내면 필요한 증거 자료를 작성하기가 더욱 용이해진다. 이러한 경우, 이론상 하중은 기어의 역량이내에 있을 것이므로 최소한의 단면의 결함만 수정한다. 만약, 피팅의 형태와 영역의 분포가 수직하중/국부손상 이론을 뒷받침하면 자신을 갖고 더오래 운전한다는 결론을 내릴 수 있다. 조기에 피팅을 발견하기란 어렵고, 알 수 있는 것은 어떠한 경우에 피팅된 부위는 내부 피팅 과정이 수정할 수 없을 정도로 정렬 상태가 불량함을 나타낼 것이다. 초기의 피팅을 표면의 거치름이나 예상한 하중으로 설명할 수 없는 경우, 전이 하중이 피팅을 유발하였는지를 알기 위해 비틀림 동적 분석이나 고도의 측정기술을 이용한다. 여기서 제안된 분석 기술은 실질적인 상관관계에 효과가 있다고 판정되었다. 관찰한 데이터와 계산결과가 일치할 때는 조사자는 보다 난해한 원인에 대해서는 보다 깊이 있게 문제점을 조사해야 한다.
표면의 응력, 굽힘 피로응력, 인화온도(스코어링 용도), 그리고 유막 두께(마멸 용도) 등을 정립하기 위한 일반적인 방법을 보여주는 것이 의도이다. 자세한 것은 각종 문헌을 참조해야하고 모든 방정식은 부록(기계 부품과 장비의 손상율)에 있다.
3.4 야금학적 평가 (Metallurgical Evaluation)
손상을 연구하는데 있어서 중요한 사항은 야금학적 분석을 완벽하게 수행하는 것이다. 이러한 분석 목적은 설계시에 예상된 물리적 성질을 실제로 기어가 가지고 있는지를 구하는 것이다. 금속시편을 얻기 위해 단면을 잘라보면 잠재적인 결함이 수없이 존재함을 알 수 있는데, 그러한 결함은 열처리 과정의 형태에 따라 좌우되는 과대 입자, 비자성 함유물, 씸, 균열과 주름, 비용해 커버이드, 과고용 오스테나이트, 중간 변환물, 입자 경계 네트웍, 과탈탄, 케이스에서 코어까지의 천이 굽힘과 비균일성, 과잉 백색층(질화물) 등을 포함한다. 때로 기어는 열처리 조건보다 더 주의를 요하는 다듬질 공정과 커팅을 필요로 하므로 그러한 부적절한 야금으로 여러 가지 손상이 초래되었다.
3.5 일반적인 기계설계 (General Mechanical Design)
마운팅의 타당성과 정확성을 평가하는데는 세밀한 주의를 해야한다. 연구 조사에서의 주된 노력은 미스얼라인먼트가 손상에 어느 정도 관계가 있는지를 확립하는 것이다. 미스얼라인먼트는 축, 베어링, 케이싱의 하중에 의한 변형이나 제작결함에서 유발된다. 몇몇의 경우 이빨 접촉면의 광택 영역이나 광택이 덜나는 영역에서 눈에 띄는 증거가 발견되기도 하는데, 그것은 운전상태에서 정렬이 잘못됨을 나타낸다. 몇몇의 경우 하중에 의한 미스얼라인먼트 정도를 구하기 위해서 굽힘 시험들을 재분류할 필요가 있다.
대부분 기어손상의 경우, 축, 베어링, 씰 등의 기계요소는 손상의 흔적이 나타나거나 실제로 손상된다. 이러한 요소에 관한 연구는 손상의 순서를 재정립하는데 실마리를 제공한다.
3.6 윤활 (Lubrication)
적절한 윤활은 반드시 필요한 것으로써, 윤활제의 두 가지 기능은 러빙 마찰을 최소화하고 열을 방출하는 것이다. 유막의 두께가 적당하고 윤활제가 청결하면 마모는 최소화된다. 윤활제는 부식을 방지하는 기능을 가져야 한다.
때로는 여러 기능을 적절히 수행할 수 있도록 많은 첨가제를 가지는 윤활제를 필요로 하는데, 때로는 윤활제가 스스로 손상되기도 한다. 내부 화합물은 시간, 열 또는 주위 화학성분에 의한 예상치 못한 반응에 의해 손상되기도 하고, 몇 가지 기어 손상의 형태는 윤활제 손상에서 그 흔적을 찾아볼 수 있다.
3.7 다른 열의 부품으로 인한 결함 (Defects Induced by Other Train Components)
한 쌍의 기어는 축과 커플링으로 연결된 여러 가지 주요한 부품을 포함하는 동력 장치의 한 부분이다. 석유화학 산업에 응용할 때, 압축기 Train은 대단히 광범위하여, 복잡한 스프링-질량 시스템이 되는데, 그러한 시스템은 잠재적 문제가 많은 임계속도들과 절점들을 갖는다. 여러 기어에서 경험한 실제 운전 하중은 구동장비의 명판에 표시된 동력의 등급과는 두드러진 차이가 있으므로, 기어를 선정할 때 비틀림의 동적 해석은 필수이고, 만약 손상이 발생하면 그 같은 분석을 다시 검토해야 한다.
3.8 마멸 (Wear)
기어 이빨의 마멸은 접촉면의 표면 재료가 운전중에 닳아 없어지기 때문에 발생하는 것으로써, 진행중에 있는 마멸의 형태는 다음 사항을 평가하면 결정될 수 있다.
① 외형
② 운전중의 유막 두께
③ 오일내 입자크기
④ 기어 표면의 경도
⑤ 하중 운전상태
⑥ 환경
일반적으로 알고있는 마멸의 형태를 다음과 같은 범주로 분류하는 것이 편리한데, 이러한 범주는 외형, 원인 그리고 결과 등을 기초로 한 것이다.
① 정상 마멸
a. 폴리싱
b. 보통 마멸
c. 과도한 마멸
② 연삭마멸
③ 부식 마멸
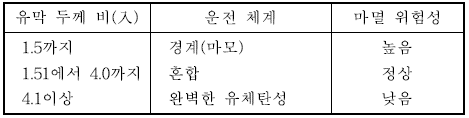
마멸을 평가할 때는 기어가 운전하고 있는 윤활 체계의 형식을 알아야 한다. 일반적으로 세 가지의 알려진 운전체계가 있는데 : 표면의 거칠기에 대한 유막 두께비는 사실상 윤활 체계의 편리한 지표가 된다. 마멸의 위험성은 표 3-9에서 평가된다.
표 3-9 유막의 손상두께(asperity thickness)비에 대한 마멸의 위험성
유막 두께는 기어이빨의 맞물리는 접촉 영역에서의 오일 온도의 함수이므로, 실제값에 대한 불확실성이 있다. 접촉영역내에 있는 온도범위에 관하여 유막 두께비와 유막 두께를 도시하는 것이 도움이 된다 (그림 3-102 참조).
그림 3-102 유막 두께비와 유막 두께 대 온도
3.8.1 正常磨滅 (Normal Wear)
“혼합”의 유막 두께 운전체계(표 3-9)내에서 기어의 운전실험을 통해서 기어는 정상마멸 하면서 운전되고 있음을 알 수 있다. 정상마멸의 형태는 :
폴리싱(Polishing).
양호한 윤활상태에서 장시간 운전된 기어는 보통 폴리싱 상태를 나타낸다 (그림 3-103과 3-104). 계산한 유막 두께비가 “혼합” 체계의 높은 쪽에 있으면 기어는 폴리싱 상태로만 있다고 예상한다. 적당한 기간동안 운전한후 이빨의 폭전체와 뿌리에서 상부까지 균일하게 폴리싱된 것이 관찰되면 이 기어는 설계가 잘 되었고, 조립 및 정비가 정확하게 수행되었음을 의미한다.
폴리싱이란 일반적으로 마멸율이 낮음을 의미한다. 만약 기어가 예상 수명기간 동안에 매우 많은 맞물림 순환을 갖지 않는다면 저 비율의 폴리싱은 고려할 필요가 없다. 기어세트의 수명 초기에 관찰된 폴리싱이 마멸 상태로 보이면 점도가 높은 오일 또는 보다 낮은 입구 온도를 고려해야 한다. 이 변화는 유막을 두껍게 하여 마멸을 감소시키는 경향이 있다.
그림 3-103 폴리싱. 주행 상태의 경화된 하이포이드 피니언의 표면은 고도의 폴리싱 표면을 나타내고 있다. 윤활제내의 고압 첨가제는 이빨 표면의 폴리싱을 촉진시키는 경향을 갖는다.
그림 3-104 폴리싱. 42 록웰C로 질화된 헤링본 피니언에 마일드 E.P. 윤활제를 사용하여 800시간 주행후의 폴리싱 정도가 높다.
보통마멸(Moderate Wear).
유막이 충분히 두껍지 않으면 폴리싱보다 다소 큰 비율로 마멸이 발생하는데, 이러한 마멸에 의해 이빨의 운전 피치선에 홈(Ridge)이 발생한다 (그림 3-105 참조). 상대적인 미끄럼이 있는 곳인 이끝이나 이뿌리 영역에서는 금속이 마멸된다.
“폴리싱”에서 설명한 바와 같이 유막의 두께를 증가시킴으로 보통 마멸을 제어하는 것이 때로 가능하다. 이러한 마멸은 오일의 오염의 흔적일 수 있다. 그러한 경우는 유막 두께보다 더욱 작은 입자까지 오일을 필터링해야 한다. 진동, 손상, 예상 설계 수명이 다하기전에 진동, 파손 또는 소음 때문에 문제의 진전율로 인해 기어가 부적절하게 운전하지 않는한 보통 마멸은 일반적으로 큰 문제가 되지 않는다.
過度磨滅(Excessive Wear).
유막 두께 비가 1.0 이하이면 특히 많은 맞물림 순환을 야기하는 기어 세트에서는 과도마멸이 예상된다 (그림 3-106). 마멸율이 상당히 높으면 많은 금속이 떨어져나가 예상수명이 다하기 훨씬 전에 이폭이 얇아져 이빨이 부러지거나 거칠게 운전된다.
“보통마멸”에서 제안된 수정사항은 이 같은 문제를 해결하는데 적용되고 또한, 더욱 단단한 재료의 선정이나 기어의 형상 변경 등이 요구된다.
과도 마멸이 나타나는 기어가 유막 두께율이 1.0 근처나 아래이면 마멸은 거칠기 접촉을 기초로 설명을 할 수 있고, 유막 두께율이 4 정도이면 과진동이나 비틀림 작용에 의한 고하중의 존재 또는 연삭마멸의 분명함에 관해 집중 연구해야 한다.
그림 3-105 보통마멸. 기어의 이끝과 이뿌리에 발생한 마멸에 의해 운전 피치선을 볼 수 있다.
그림 3-106 과도마멸. 이빨 표면으로부터 금속이 불균일하게 마멸되어 계단처럼
되었다. 이빨 두께가 감소되고, 나선형 윤곽이 손상되었다.
3.8.2 硏削 磨滅 (Abrasive Wear)
오일내 존재하는 오염 입자의 크기가 윤활막의 두께보다 크면 연삭마모가 발생한다 (그림 3-107). 대부분의 경우는 윤활계를 청결히 하여 연삭마모를 줄일 수 있다. 밀착봉입, 적절한 씰, 균질한 필터와 정기적인 오일 샘플, 또는 관례를 변경하는 것이 필요하다. 연삭마모가 심한 경우는 그림 3-108과 같다.
그림 3-107 연삭마모. 메팅기어(Mating Gear)에 박힌 불순물을 보이는 42RC로 질화된 헤링본 피니언
그림 3-108 연삭마모(심한 경우). 공급 윤활유 내에, 연삭입자의 축적으로 이빨 두께의 대부분이 마멸되었다. 깊은 돌기부(Ridge)와 연마에 의해서도 영향을 받지 않는 치차의 끝단을 주시하라.
3.8.3 腐蝕磨滅 (Corrosive Wear)
기어 재질을 손상시키는 화학작용의 결과로 이빨 표면에 부식마모가 발생한다 (그림 3-109와 3-110). 재질을 손상시키는 작용 인자는 외부로부터 기어 세트 케이싱에 또는 윤활유 자체로부터 야기된다.
작용인자의 근원이 기어 케이싱과 윤활계에 있다면 작용인자는 케이싱내의 기공, 씰(Seals), 개스킷이나 윤활계의 개구부를 통해 유입된다. 일단 작용인자의 유입경로를 알면 더 이상의 유입을 막을 수 있다. 특히 나쁜 환경에서는 재질변경이나 재질을 보호하는 특별한 방법이 요구된다.
작용인자는 윤활제 자체의 화학분해로 부터 초래되기도 한다. 극압용 첨가제를 포함하는 윤활제는 고온에서 분해되어 활성 화학혼합물을 형성하는데, 그러한 윤활제를 기어세트에 사용할 때는 운전에 적절한지를 규칙적으로 점검해야 한다.
원래 제조관례 자체가 때로 화학적인 손상 원인일 수 있다. 표면침탄 공정에 사용된 구리 Overlay를 제거하기 위해 생긴 Grinding-Burn이나 Chemical Stripping을 제거하기 위한 금속 에칭후, 세심한 청결과 중화, 또는 부동태화를 수행해야 한다.
때로 마멸율은 장기간에 걸쳐서 특정 이빨을 여러 번 측정하여 추정한다. 마멸율이 매우 현저하지 않는 한 단 한번의 기어세트 시험으로는 치차의 예상 수명을 다하기 전에 만족스럽지 못할 정도로 마멸율이 너무 빠른지 여부를 결정하기에 충분치 못하다.
보통 마멸 상태의 기어세트(그림 3-105)는 때로 이빨 중심부근의 운전 피치선에 돌출(Ridge)을 야기하기도 한다. 마멸의 양이나 비율을 확인하기 위한 측정은 운전 피치선의 돌출부와 떨어진 이끝이나 이뿌리이어야 한다.
마멸율은 하중강도, 재료의 적합성, 재료의 경도, 하중을 전달하는 윤활제의 특성과 운전시간 등의 함수이다.
마멸, 스코어링 및 피팅을 계산할 수 있는 모든 매개변수들이 손상 가능성이 낮을지라도 고속회전기계에 사용되는 기어들은 낮은 마멸율이지만 정상수명 기간동안 많은 맞물림 순환을 가지게 된다. 대개 오일내 작은 미립자나 많은 기동사이클로부터 기어 마멸을 최소로 하기 위해서는 기어를 가능한한 단단히 만들어야 한다.
그림 3-109 부식마멸. 화학 반응으로 인한 표면의 흔적이 있는 것으로 보아 상당한 마멸이 기어에서 발생했음이 분명하다. 이러한 특성의 마멸은 기어 표면이 완전히 사용 불가능할 때가지 계속된다.
그림 3-110 부식마멸. AISI 9310 표면 침탄과 Grinding된 피니언은 H2S로 오염된 윤활계 부식을 나타낸다. 이 피니언은 피치직경이 10″이고, 속도 10,000ft/min 이상의 피치선 속도에서 운전하고 있었다.
3.9 스코어링 (Scoring)
임의 운전하중, 속도, 금속윤활제 조합 및 운전 온도하에서 맞물리는 이빨의 작용측면을 분리하는 유막은 고하중의 온도로 인해 깨지고 금속간 접촉을 일으킨다. 이는 스코어링이라 불리는 반복되는 용융과 균열(Tearing)을 야기한다. 때로 이것은 맞물림에 영향을 받을 만큼 이빨의 표면을 매우 악화시킨다. 더욱 일반적으로 알고 있는 스코어링의 형태는 마멸에서처럼 외형, 원인, 결과에 기초하여 분류된다.
① 프로스팅(Frosting)
② 보통 스코어링(Moderate Scoring)
③ 파괴 스코어링(Destructive Scoring)
스코어링을 평가를 할 때 기어 설계시 내재하는 스코어링 위험도를 분석적으로 평가하는 것이 효과적이다. 특히, 항공기 기어설계에 노력을 기울이면 주어진 설계에서 스코어링 위험도를 평가하는 합리적인 방법의 도출이 가능하다. 전형적인 예상 인화 온도 방정식은 다음과 같다.
이러한 스코어링 평가방법을 이용한 경험으로 볼 때 그 확률은 표 3-10과 같다.
표 3-10 AGMA 방법을 사용한 스코어링의 확률

주어진 기어 형상에서 스코어링은 입구의 온도, 면 다듬질, 접촉속도(Rubbing Speed)에 강하게 영향을 받는다. 일반적으로 작용선(Action Line)을 따라 5~10개의 각 포인트에서의 인화 온도수가 규정되어야 한다. 도표로된 평가는 표 3-11과 표 3-10을 비교해 볼 때 이러한 데이터는 어디서든 좋은 지침을 제공하고 어느 정도 스코어링이 발생할 것인지를 나타낸다.
표 3-11 기어의 작용선을 따라 도표화된 윤활제의 인화 온도의 수

프로스팅(Frosting).
이것은 가장 가벼운 스코어링 형태로써, 보통 영향을 받는 부위는 이빨의 끝으로 에칭면(그림 3-111과 3-112)의 형상을 가진다. 확대했을 때의 부위는 0.001 in 깊이의 대단히 작은 피트로 구성된다.
프로스팅면은 이빨 표면상에 더 높은 거칠기나 파동의 표시를 갖고 있다.
프로스팅은 이빨높이 표면에 국부결함을 빈번히 발생시킨다. 손상없이 운전될 때 이 부위는 닳아 헤지면서 프로스팅은 사라진다.
그림 3-111 프로스팅. 질화된 헬리컬 기어에 나타난 초기 랜덤 팻치 단계의 프로스팅이다. 정밀 검사를 한 결과 매우 작은 요철 영역이 존재하는 기계 마크를 따라 나타나는 작은 프로스팅 팻치가 있는 것을 알 수 있다.
이러한 프로스팅의 패턴은 원주방향의 용융이나 균열 흔적이 없다.
그림 3-112 프로스팅. 질화된 4140 피니언의 프로스팅의 초기 단계이다. 이빨 끝이나 이뿌리에서 분리한 팻치를 나타내는 프로스팅. 이 단계에서 기어의 손상은 그다지 심각하지 않다.
보통 스코어링(Moderate Scoring).
프로스팅 보다 다소 강한 형태로서, 에칭된 외형 외에도 정밀한 실험을 통해 용융과 균열 분리를 작용으로 유발되는 미세한 스크래치를 관찰할 수 있다 (그림 3-113과 3-114).
그림 3-113 보통 스코어링. 피치 직경 5의 8620 표면침탄과 그라인딩된 스퍼 기어의 이끝과 이뿌리에서의 스코어링이다.
스코어링이 어떻게 이빨을 가로질러 확장되며 다른 쪽에는 스코어링이 부분적으로 나타난 것을 주시하라.
그림 3-114 보통 스코어링. 기어 표면에 넓게 분포하는 스코어링 작용은 서리 낀 형상을 하는데, 세밀한 실험으로
회전에 의한 용융과 균열분리 및 금속간 접촉이 존재함을 알 수 있다.
파괴 스코어링(Destructive Scoring).
이러한 스코어링 형태는 많은 량의 재료를 제거하며 이끝과 이뿌리 영역(그림 3-115와 3-116)으로 확장한다. 만약, 피치선에 하중이 충분히 집중되어있지 않다면 치차 자체 노력만으로는 하중의 재분포가 불가능한 비율로 피팅이 나타난다.
그림 3-115 파괴 스코어링. 심한 스코어링이 피치선 위, 아래에서 발생하였고 피치선에서
금속이 튀어 올라와 있다. 이런 결과로 하중의 재분포를 위해 피치선이 피칭한다.
일반적으로 이런 기어는 자체 수정이 불가능하고 결국 손상된다.
그림 3-116 파괴 스코어링. AISI 9310 그라인딩된 항공기 스파이어럴 베밸 기어의 파괴 스코어링.
이빨 균열이나 피팅과 달리 스코어링은 기어가 주행되자마자 발생한다. 그러므로, 기어의 재설계시 부정확한 정밀도나 정렬 상태가 부적절하거나(그림 3-117) 모든 면에서 설계상 결함이 있으면 초기에 스코어링의 발생을 알 수 있다.
기어세트가 주행하자마자 국부영역에서 스코어링이 관찰되면 스코어링 패턴의 모양과 위치로 조립이나 운전상의 문제가 나타내기도 하지만, 교정되면 앞으로의 스코어링이 제거된다(그림 3-118). 설계시(그림 3-119) 윤곽이나 팁이 변경된 기어에서 스코어링이 가끔 관찰된다. 그러한 경우 추가의 변경으로 스코어링을 수정하기도 한다.
스코어링은 윤활유막의 국부 파괴를 일으키므로 윤활제 자체를 통해 다소 조절이 가능하여 점성이 높은 윤활제로의 변경이나 극압 첨가제의 윤활제의 사용이 고려되기도 한다. 맞물림에서의 오일 입구 온도를 낮추고 이빨의 온도를 감소시키는 냉각오일의 유량을 증가시키는 것도 효과적이다.
그림 3-117 국부 스코어링. 호브절삭(Hobbing)과 셰이빙된 중간 경도(4340)의 선박
기어 패턴의 스코어링이 일정함을 보인다. 보다 심한 스코어링 팻치에 영향을
미친 이빨 표면의 웨이브가 보통의 균일한 스코어링 영역에 중첩되었다.
그림 3-118 국부 스코어링. 고속, 고하중의 AISI 9310 표면 침탄되고 그라인딩한 헬리컬 기어의
치차 끝단의 국부 스코어링을 보인다. 설계 과실로 이러한 손상이 오는데,
기어 케이싱이 운전온도에 도달하거나 열팽창 차가 기어 Face Misalignment를 일으킬 때이다.
이로 인한 하중분포로 스코어링이 유발된다.
그림 3-119 팁과 루트의 간섭. 본 기어는 메팅기어의 팁이 루트쪽에서 간섭을 유발한 것이 분명하다.
루트쪽에서 빠른 금속제거를 유발하는 국부 스코어링이 발생했다.
수정되지 않으면 간섭의 이러한 성질은 심각한 손상을 유발한다.
3.10 표면 피로 (Surface Fatigue)
이빨 접촉면에 압축응력이 반복적으로 가해져 표면 피로가 발생한다. 이러한 표면피로의 형태는 이발 표면에 작은 피트가 있는 것이 특징이다. 이것은 재료의 내구성 외에도 표면 응력으로 인해 생긴다.
표면 피로의 일반적인 형태는 다음 항목으로 분류하는 것이 편리하다.
(1) 피팅
a. 초기 피팅(Pitting) b. 파괴 피팅(Initial Pitting) c. Spalling
(2) 표면 크러싱(Case Crushing)
피팅이나 Spalling 형태의 표면피로 손상 가능성은 수치적인 기술로 예상할 수 있는데 이때 사용되는 방정식은 다음과 같다.
표면의 압축응력 수 Sc 값은 다음과 같다.

이것은 표면압축 응력 수의 허용치로 비교된다.
Sac 항은 ![]() 사이클로 운전 가능한 재료의 피로응력이며, 하중강도와 주어진 강도에서 운전 사이클의 각기 조합의 하나인 Sc값들의 수를 계산하는 것이 바람직하다.
사이클로 운전 가능한 재료의 피로응력이며, 하중강도와 주어진 강도에서 운전 사이클의 각기 조합의 하나인 Sc값들의 수를 계산하는 것이 바람직하다.
2개의 데이터 집합의 플로팅 결과는 그림 3-120과 같다. 여기에 나타난 특별한 경우 운전 사이클 수에 대한 하중강도가 재료의 성능을 초과하는 한 점이 존재한다. 이러한 하중강도에서 기어 세트가 사이클을 충분히 축적할 만큼 오래 운전했을 때 피팅이 관찰된다. 하중강도가 피팅범위에 존재할지라도 피로 현상인 피팅은 이것이 관찰되기 전에 보통 수백만의 하중 사이클까지 올라간다.
피팅이 분명히 관찰되기전 기어 세트를 단시간 실험할때 진행중인 피팅 종류를 추정하는 것이 바람직하다. 피팅은 2 항목으로 분류되는 경향이 있는데, 부식 마지막에 나타나는 부식 형태의 피팅인 “초기 피팅”과 기어가 주행하는 한 계속되는 “파괴 피팅”이 있다.
가해진 응력이 재료 표면의 내구력한도 보다 약간 높으면 피트는 겨우 볼 수 있을 정도로 작아지는 경향이 있지만, 상당히 높으면 초기 피트는 다소 커진다. 몇몇의 경우, 높은 이빨의 하중이 계속되면 작은 피트는 더 큰 형태로 결합된다.
그림 3-120 허용 및 계산 표면 내구응력
초기 피팅(Initial Pitting).
이것은 국부 영역의 수정을 요하는 피팅 형태로서, 기어세트 운전은 만족할만 하다 (그림 3-121).
새로운 기어 세트의 초기 접촉은 이빨의 요철중 가장 높은 곳에서 나타난다. 이러한 영역에서의 하중강도가 심하게 초과하지 않으면 작은 피트가 형성되며, 이러한 영역은 교정된다.
교정 피팅(Corrective Pitting).
이것은 Pitting을 일으킬 정도보다 작은 전체 표면 응력이 작용하는 곳에서 하중강도를 감소시키기 위하여 작용하는 이빨 표면 이외의 모든 면적이 접촉하는 곳에서 마멸되고 또한 국부적인 High Spot가 피팅되는 피팅의 형태이다. 이 경우에 초기 피팅 영역은 광택을 띈다. 피팅이 나타난 후 기어세트를 잠시 시험할 때 다음 항목에 일치하면 “초기 피팅”이라 할 수 있다.
그림 3-121 초기피팅. 작은 Misalignment에 의한 헬릭스 외곽 끝에서 시작된 피팅으로서 피트의 직경은 작고 형태는
치차 끝부분에서 중심쪽으로 진행되었다. 한참후 미세한 피팅은 점차 감소되었다. 계속된 운전으로 피팅이
완전히 멈추었고 표면은 광택이나 있다. 새로운 피트는 더 이상 존재하지 않고 치차 전체에 하중이 균등하게
분포하는 경향이 있다(이러한 피팅타입은 교정 피팅(Corrective Pitting)이라 불린다).
① 피트 직경이 0.030 in 이하로 매우 작다.
② 피트 영역이 국부적이고 생산 결함으로 인한 High Spot으로 논리적 설명이 가능하다.
③ 표면의 내구 응력의 수치 평가로는 피팅이 발생하지 않아야 함을 나타낸다.
④ 이빨의 정렬 상태가 좋음을 나타내는 피팅이나 광택 면적이 이빨을 따라 연 속해 나있다.
이러한 형태의 피팅은 작은 제작 결함이나 윤곽이 교정된 이빨에서 보통 발견된다.
파괴 피팅(Destructive Pitting).
파괴 피팅은 피트(그림 3-122)가 큰 것이 특징이고 때로 구동기어의 이뿌리에서 처음으로 나타난다. 이러한 형태의 피팅에서는 피트가 매우 깊은 초기 면적은 하중을 전달할 수가 없다. 피팅의 형태에 따라 인접 영역으로의 하중 전달이 가능하기도 하고 불가능하기도 하다. 이 피트는 항상 크므로 이빨은 계속된 주행으로도 회복이 불가능하다. 그래서, 이빨 전체가 파괴될 때까지 피팅이 진행된다.
그림 3-122 파괴 피팅. 주로 이뿌리에서 심한 피팅이 발생하는데, 피팅된 구멍은 교정
피팅보다 직경이 더 크다. 어떤 피팅은 이끝에서도 발생된다.
Spalling.
Spalling은 커다란 Shallow 피트(그림 3-123)가 발생하는 피팅의 형태로써, 파괴 피팅과 Spalling은 기어셑이 재료의 형상과 성능을 초과하여 하중을 받을때 발생한다. 때로는 재료의 타입이나 경도를 변경하여 파괴 피팅을 충분히 제거할 수 있다.
그림 3-123 Spalling. 경화 피니언의 이빨 Spalling 발달 단계(표면 크러싱과
혼동하지 말 것). 거대한 불규칙 패치가 제거될때까지 재질이 표면으로부터
다소간 피로가 진전되었다.
그림 3-124 Spalling. 청동 웜기어의 하중영역에서의 Spalling 발달 단계.
3.11 제작 공정상 결함 (Failures from the Manufacturing Process)
3.11.1 그라인딩 龜裂 (Grinding Cracks)
그라인딩 균열은 제작 공정상 문제중의 하나다. 그라인딩 작업은 정확히 수행되면, 우수한 기어를 생산할 수 있는 과정인 반면, 만약 적절한 주의를 기울이지 않으면 이빨의 국부적인 면적이 그라인딩 소손에 영향을 미치는 위험성을 내재하고 있다. 이송 속도, 입자크기, 휠(Wheel)의 경도, 절삭유제 등이 적절하지 않을 때 휠에 의해 국부적인 Hot Spot가 생겨 소손을 가져온다. 국부열은 강의 경도 강화를 야기하거나 담금질 균열(그림 3-125와 3-126)을 형성시킨다. 이러한 균열은 응력을 증가시키는 원인이 되어 이빨을 파손시킨다.
그라인딩 소손은 제대로된 공정관리에 의해 방지될 수 있고, 소손 영역을 가시화하는 화학적 에칭에 의해 검출할 수 있다. 그라인딩 균열은 비파괴 기술을 이용하여 검사할 수 있다.
그림 3-125 중경재료(Medium Hard Material)의 담금질 균열
그림 3-126 그라인딩 균열(3×Size). Magna-Flux나 Magna-Flow와 같은 결함 검출 절차가 사용될 때 눈으로 관찰이
가능한 평행타입의 그라인딩 균열로 이 균열은 그라운딩 마무리가 완료된 표면 침탄의 AISI 9310 기어에서 발견되었다.
3.11.2 表面 크러싱 (Case Crushing)
표면 크러싱은 침탄, 질화, 또는 유도경화된 기어의 표면에서 일반적으로 발생하는 피로 형태의 손상으로 표면아래 어떤 점에서 재료의 내구성 한도를 초과할 때 발생하는 표면 아래의 피로손상이다.
두 이빨이 접촉할 때 야기되는 헬츠 응력은 이빨을 가로질러 확장되는 Band를 따라 발생한다. 표면으로부터 최대 전단응력점까지 접촉 Band의 폭과 깊이는 계산될 수 있는데 계산에 의한 최대응력은 표면 아래에 Band 폭의 약 0.393 되는 곳에서 발생한다.
그림 3-127은 수직평면에서 경화되고 표면 침탄된 이빨의 단면이고, 단면의 부가물은 Tukon 미세경도의 조사 결과이다. 피치원 부근 표면의 수직좌표는 측정점(횡좌표)에서의 깊이대 경도(종좌표)를 나타낸 것이다. X’S는 측정된 경도이다. 표면경화 작업이 양호한 경우의 표면은 탈탄으로 인해 표면의 주요부분 보다 비교적 덜 단단하다.
그림 3-127 표면하의 강도 대 응력의 관계
재료의 강도는 경도와 직접관계 있는데, 표면 바로 아래에 존재하는 최대경도는 코어의 경도와 강도가 떨어지는 곳의 0.020 in 정도의 깊이로 확장한다. 진한선인 “A”는 표면침탄과 경화 공정시의 이빨 표면이다.
이빨이 하중하에서 상대 이빨과 마주하여 운전될 때 표면하의 전단응력이 진전된다. 그 크기가 재료강도와 동일한 눈금으로 점 1a로 그려졌다. 이 응력은 강이 이 깊이에서 전달할 수 있는 값 이하이므로 이빨은 이 부하에서 만족스럽게 운전한다.
대부분의 표면 침탄 기어는 열처리 공정에서의 크기 변화와 뒤틀림에 의한 결함을 수정하기 위해 그라인딩 한다. 어떤 경우는 도면치수 공차에 맞게 하기 위하여 많은 량을 그라인딩 해야만 한다. 이러한 경우 이빨 표면은 그림 3-127의 점선 “B”까지 그라인딩하게 된다.
이빨이 전과 동일한 하중을 받으면 동일한 응력이 표면아래에 같은 깊이에서 발생하고, 이를 1b에 나타내었다. 이 점은 보다 취약한 코어 재질의 안쪽에 존재하여 주응력은 표면하의 전단손상을 일으킬 만큼 충분히 크다. 손상은 표면과 평행하게 진행하여 응력이 직각인 표면을 지나서 파손되거나(그림 3-128), 그림 3-129와 같이 이빨 속으로 더욱 깊게 진행한다.
그림 3-128 표면의 크러싱. 크고 작은 몇 개의 휠방향 균열이 표면침탄된 베벨기어의 접촉면에 나타났다.
주요 균열은 표면의 코어 구조물 속에서 시작하였고 표면까지 진행하였다. 긴 덩어리 재질이 표면에서 분리되려고
하며, 이 균열은 큰 이뿌리 응력으로 인해 발생하고 접촉면 아래에서 형성하는 일반적인 피로 균열과 혼동해서는 않된다.
그림 3-129 내부의 표면 크러싱. 보다 취약한 코어재료의 경화된 표면 바로 아래쪽에 내부균열이 시작되었다.
재료는 AISI 9310으로서, 총 표면깊이는 0.100″이고 손상의 근원지는 0.150″깊이이다. 이 균열은 재료
표면측과 이와 반대인 뿌리측으로 성장하였다.
3.11.3 不規則 故障 (Random Failure)
때로 이빨의 일부분만 떨어져 나가는데, 그때의 균열은 이빨의 이론상 최대
굽힘응력 부근에서 발단하는 것은 아니다 (그림 3-130).
그러한 손상은 제작공정상의 제어 불량에 기인하기도 한다. 이빨은 뿌리 근처에 노치가 나타나고, 표면에는 커터 균열이 있으며, 표면에 그라인딩 소손이 있고 이빨은 적절한 모양을 갖지 않기도 한다. 열처리 결함으로 높은 국부 응력을 유발할 수 있다. 심(Seam), 개재물, 오물 또는 그 밖의 응력 증가요소가 가득 차서 재료가 청결하지 못하기도 한다. 이같은 항목들은 손상을 유발하기에 충분한 잠재적인 국부응력 집중의 근원이다 (그림 3-131).
임계 응력부위와 떨어진 피팅이나 Spalling에 의한 국부 응력은 불규칙 손상을 유발할 수 있는 근원이다.
이뿌리 손상은 치차를 반드시 부러뜨리지는 않고, 몇몇 경우에 내부 응력 패턴이 치차의 림을 지나서 웨브(그림 3-132와 3-133)쪽으로 진행하는 피로 손상을 유발한다. 이 손상이 최종적으로 진행하면 몇몇 이빨을 포함한 덩어리가 부러진다.
그림 3-130 불규칙 피로파괴. 이것은 전형적인 빔(Beam) 굽힘 손상은 아니지만, 이빨
측면상의 높은 곳에서 발단하고, 플랭크에 높게 또는 치차면에 다소 균일하게
분포하였다. 이런 손상은 루트 필렛보다는 응력 가진 요소로부터 발단하여,
피로 손상은 제작중 이빨측면상의 그라인딩 균열 결과이었다.
그림 3-131 불규칙 피로 파괴. AISI 4140 중간 경도의 기어는 피치선 위 이빨 파손으로 손상되었다.
아래 이빨에서 볼 수 있듯이 손상은 직경이 큰 피트에서 발단되었다. 균열이 이빨 끝 주위까지 어떻게 진행되는지 주시하라.
그림 3-132 림과 웨브 손상. 경화되고 그라인딩된 평치차가 이뿌리 단면을 통해 파손되었다. 균열이 이뿌리
단면에서 기어의 웨브 아래쪽으로 진행되었다. 이러한 특징의 손상은 높은 하중을 받는
얇은 림과 웨브 단면에서는 일반적이다.
그림 3-133 산업용 기어 피치의 림손상. 림손상은 뿌리의 큰 응력에 반드시 관계한 것이 아니고
기어 휠 자체의 높은 잔류응력 결과임에 주시하라.
3.12 파손 (Breakage)
이것은 이빨의 부분, 전체 또는 때로 기어 경사가 없는 몇 개의 이빨에서의 손상 형태로서 재료의 성능을 크게 초과한 하중응력이나 또는 재료의 내구성을 초과한 반복응력으로 야기된다.
파손 손상을 다음과 같이 분류하는 것이 편리하다.
① 굽힘 피로파손(Bending Fatigue Breakage)
② 과하중 파손(Overload Breakage)
③ 불규칙 피로파손(Random Fatigue Breaks)
파손 손상을 평가할 때 이빨의 최대 단면에서 이론상 굽힘응력 강도와 굽힘응력 크기가 발생하는 운전 사이클의 수를 알면 도움이 된다.
이빨의 최대 단면에서의 전형적인 굽힘응력 방정식은
각 변수에 대한 정의는 부록(기계 부품 및 장비의 수명)에 있다.
계산치![]() 와 허용치
와 허용치![]() 를 비교하여 다음을 규정한다.
를 비교하여 다음을 규정한다.

위 식은 피로수명과 온도의 영향을 포함하며, 안전율을 허용한다. ![]() 항은
항은![]() 사이클로 운전이 가능한 재료의 피로응력이다.
사이클로 운전이 가능한 재료의 피로응력이다.
많은 경우, 특히 서로 다른 하중강도로 상당한 사이클 수를 축적하는 기어에서 피로 사이클에 대한 허용응력과 피로 사이클에 대한 개별 하중응력을 나타내는 그림은 운전 하중점의 임계치를 규정하는데 용이하다 (그림 3-134).
과도 하중 손상의 경우![]() 값에 대한 항복응력을 사용하는 일반적인 경우를 제외하고 통상 동일한 방정식을 적용한다.
값에 대한 항복응력을 사용하는 일반적인 경우를 제외하고 통상 동일한 방정식을 적용한다.
그림 3-134 계산된 굽힘 피로응력에 대한 허용응력.
그림 3-135 피로손상. 이빨파손은 표면하의 피로 손상을 나타내는 “Eye”와 “Beach Mark”를 보여준다.
3.12.1 굽힘 疲勞 破損 (Bending Fatigue Breakage)
이 손상모드는 “Eye”, 비치마크, 과하중 파손부위가 나타나는 것이 특징이다 (그림 3-135). “Eye”는 손상이 시작된 영역이다. 비치마크는 피로에 의해 단계별로 손상이 진전되는 영역을 포함한다. 이 영역은 프레팅 부식을 나타내기도 한다. 피로손상이 이빨 전체에 걸쳐 크게 진전된후 잔여 금속은 파괴된다. 손상은 수많은 사이클의 반복 하중이 가해진 결과이다.
손상은 통상 최대굽힘응력점이나, 만약 치차에 결함이 있다면 응력 증가요소 근처(그림 3-136)에서 시작되고 이빨은 부분 또는 전체적으로 파손된다 (그림 3-137).
이같은 손상은 국부 응력이 재료의 성능을 초과하기 때문에 발생한다. 몇몇 기어에서 제작 기술 결함으로 응력 증가 인자가 존재하는데, 가장 일반적인 것은 루트 필렛에서의 노치 커터 균열, 불순물개재, 열처리와 그라인딩 균열, 잔류응력이다. 이러한 모든 것은 균열이 발단하는 곳에서 초점(Focal Point)을 유발할 수 있다.
그림 3-136 빔(Beam) 굽힘 피로. 루트 필렛에서 응력에 의한 피로균열을 보이는
AISI 9310 표면침탄과 그라인딩한 항공기 파워 스퍼기어
그림 3-137 빔 피로손상. 표면에서 시작된 피로 손상을 나타내는
특징인 “Eye”와 “비치 마크”가 나타난 이빨 파손.
3.12.2 過荷重 破損 (Overload Breakage)
이러한 형태의 손상에서는 찢겨 떨어져나간 상태를 보여주는 섬유질의 파손이 특징이다 (그림 3-138). 이것은 갑작스런 과도하중이 예상한 설계 하중을 초과한 결과이다.
그림 3-138 과하중으로 인한 파손. 표면침탄되고 그라인딩한 AISI 9310의 평기어의
파손 형태는 취성 섬유상이고, 피로손상과 관련된 어떠한 비치 마크도 없다.
충격 하중으로 이빨하나가 손상되었고, 그 힘은 계속적으로 이빨 전체로
전이되었다. 결과적으로 회전하는 피니언의 몇몇 이빨이 떨어져 나갔다.