The Kind and Characteristic of Journal Bearing
2.1 圓筒 베어링 (Cylinderical Bearings)
평면 원통 베어링은 슬리브 베어링으로서는 가장 널리 사용되는 형식인데 접합면에 윤활유 유입구를 설치한 것을 제외하고는 홈이 없다. 이 형식의 베어링은 상대적으로 고부하를 수용할 수 있는 능력은 있으나, 경부하로 운전될 경우에는 불안정한 Oil Whip이 생겨 진동이 발생하는 단점이 있다. 또한 고속 운전시에는 타원 베어링보다 유막 온도가 훨씬 높기 때문에 고속축에서는 일반적으로 원통 베어링을 사용치 않는다.
그림 1-5 원통형 베어링
즉 고속 회전 기계에서는 축의 냉각을 위하여 오일을 더 많이 공급하는 상부 베어링의 중간에 큰 원주 방향의 홈이 가공되어 있는 Overshot 원통 베어링을 종종 사용하고 있다.
원통 베어링은 감속 혹은 가속 기어와 같이 저널 부하의 방향과 형태가 변하는 기기에 널리 사용된다. 최근의 터빈은 대구경 축의 경우 타원형 베어링을 사용하며, 소구경이고 경부하로 운전되는 경우 축방향 홈 베어링 또는 압력형 베어링을 사용한다.
베어링에는 반드시 오일 누설을 방지하기 위하여 오일 Seal이나 Deflector가 설치되어 있다. 이는 마멸 특성이 우수하고 마찰시 발열이 적고 쉽게 마멸되는 청동이나 알루미늄으로 만든 Ring 혹은 Labyrinth Seal로서 베어링 하우징의 축 관통부에 설치한다. Deflector와 축과의 간극은 반경 방향으로 0.2~0.254 ㎜이다.
2.2 橢圓形 베어링 (Elliptical Bearings)
타원형 베어링은 수평반경이 수직반경보다 큰 타원과 비슷한 모양을 가지고 있다. 베어링 제작시 베어링에 배빗트를 입힌 다음, 선반 가공할 때 베어링 상하부 접합면에 Oil Gap만큼의 Shim을 삽입하고 진원으로 내경을 가공한다. 내면 가공후 Shim을 제거하면 수평방향의 간극이 수직방향의 간극보다 큰 타원형 모양이 되며 수평간극이 수직간극의 약 2배 정도가 된다.
타원 베어링은 오일 유동량이 많으므로 냉각이 잘되며, 베어링 간극 변화에 민감하지 않으며 고부하에 잘 견딘다. 유막 온도도 다른 형식의 베어링보다 일반적으로 낮다.
타원 베어링은 보통 고속 대형축이고 고하중의 경우에 사용된다. 타원형 베어링에서도 원통형 베어링에서 기술한 “Overshot”으로 하여 사용할 수 있으며, 실제로 타원형 베어링의 개조형으로 많이 사용되는 것은 타원형 Overshot 베어링이다.
이러한 형식의 베어링은 오일 유동량이 증가하므로 운전시 베어링의 온도 상승을 방지할 수 있다.
점도 변화 영향을 무시하면 원주 방향 홈은 동력 손실을 감소시킨다. 실제로 상부 베어링 간극을 증가시킴에 따른 동력 손실 감소는 점도 증가와 완전 유막 형성으로 발생되는 동력 손실의 증가와 상쇄된다.
타원형 Overshot 베어링에서는 베어링 상부에서만 온도가 감소되며, 하반부의 최소 유막 온도는 유량의 영향을 받지 않는다. 그러나 상부홈을 통과하는 오일은 축을 냉각시키고, 순환하는 오일을 좀더 냉각시키게 되어, 수하부의 베어링 온도를 간접적으로 낮아지게 한다.
타원형의 효과는 그림 1-6에서처럼 수렴각(Angle of Convergence) 즉, 웻지 특성이 증가하고 반대측 4분원에 안정 압력파가 발생(그림 1-7)하여 타원 베어링이 원형 베어링보다 안정성이 있다는 것이다. 하부측의 유막과 반대편 4분원의 압력파에 의하여 저널이 베어링의 중심에서 회전방향으로 약간 벗어난 상태로 운전된다. 그리고 베어링의 하부 4분원에 발생한 압력이 상부 4분원에 발생한 압력보다 크기 때문에 저널이 베어링에서 약간 떠서 회전하게 된다.
그림 1-6 타원형 베어링
그림 1-7 타원형 베어링의 운전특성
2.3 壓力形 베어링 (Pressure Bearings)
압력형 베어링(Pressure Type Bearing)은 원통형 베어링을 개조한 것이며, 상부 베어링에 안정 압력을 발생시켜 축을 정상 위치로 유지시킨다.
압력형 베어링은 경부하 축이나 축정렬 변화로 부하가 쉽게 변하는 축에 널리 사용되고 주로 소구경축에 사용된다.
이 형식은 상부에 좀 넓은 홈을 가공하는데 이것은 보통의 홈과는 약간 달라 회전방향으로 약 45° 지점에 날카로운 턱이 지도록 홈 끝부분이 가공되어 있다 (그림 1-8 참조).
오일은 베어링의 양측 접합부로 유입되어 하반부 유막과 상부 압력홈으로 각각 공급된다.
축의 회전시 점성력에 의해서 홈으로 유동되는 오일이 홈의 끝단에 설치된 턱에 의하여 급히 정지되므로, 상대적으로 높은 정압력이 발생하여 축을 수직방향으로 잡아주어 축의 안정성을 증가시킨다.
상부의 유압은 턱 위에서 가장 높고 멀어질수록 감소된다. 최고 압력은 7 ㎏/㎠ 이상이나 평균 압력은 1.4~3.4 ㎏/㎠ 정도이다.
압력홈의 길이와 폭은 베어링마다 다를 수 있으나, 폭은 보통 베어링 길이의 약 1/2이고 깊이는 0.508~0.762 ㎜이다.
날카롭게 제작된 압력 홈 턱의 모서리는 윤활유 속에 이물질이 포함되어 있을 경우 손상되기 쉽다.
압력형 베어링은 오직 정해진 회전방향에만 효과가 있으므로 베어링 교체시 압력 홈의 방향이 바뀌지 않도록 주의해야 한다.
압력형 베어링을 개조한 형식으로 하반부에 좁은 원주형 홈을 가공하는 방법도 많이 사용되는데 이는 하반부의 유효면적당 단위 부하를 증가시켜 안정성을 향상시키기 위한 것이다.
실제로 압력형 베어링은 단순한 원통 베어링을 개조한 것이며, 일반 운전 특성 또한 원통 베어링과 같다.
압력형 베어링은 Oil Whip이 발생치 않도록 설계되었음에도 불구하고 어떤 부하 조건에서는 Oil Whip이 발생되기도 하는데 이는 턱에서 발생된 압력이 불안정성을 제거할 만큼 충분히 크지 않기 때문이다.
압력형 베어링의 최대 단점은 오일 유동에 의해 턱 부분의 침식이 계속적으로 발생되는 것이다. 또한 턱에 이물질이 모이게 되어 점검시 턱 부위 전부가 마멸된 경우를 자주 보게 된다.
그림 1-8 압력형 베어링
2.4 軸方向 홈 베어링 (Axial Groove Bearings)
축방향 홈 베어링(그림 1-9)에는 축방향으로 가공된 홈이 있다. 이러한 형식은 원통형 또는 타원형에서 채택되고 있으며, 홈의 수와 크기는 일정하지 않고 설계에 따라 달라진다.
이 축방향 홈의 효과는 유막 압력을 분산시켜 하부 베어링의 양측에 안정 압력을 발생시키기 때문에 높은 안정도가 필요한 곳에 사용된다 (그림 1-10).
그림 1-9 Axial Groove Bearing
그림 1-10 Axial Groove Bearing의 압력분포
홈의 깊이는 베어링 성능에 거의 영향을 주지 않지만 홈의 폭은 베어링 부하 용량과 직접적인 관계가 있다. 또한 홈 끝단의 형상도 중요한데 모서리를 깍아내거나 둥굴게 해서도 안된다.
각 홈의 양쪽 끝에는 삼각형 모양의 모서리가 있어 이것이 베어링 유량을 조절한다. 이들 모서리를 변경시키면 즉시 유량과 베어링 Drain 온도가 변하고, 축방향 홈에 의하여 유막 압력이 불연속적으로 발생하므로 하중 부위의 최소 유막 두께가 얇아지고 유막 온도가 높아지게 된다.
그림 1-11에서처럼 축방향 홈의 효과는 홈 부위에서는 유막 압력이 상승되지 않으므로, 하부 베어링의 양 측면에 안정 압력이 발생토록 하는 것이다.
최대 유막 온도는 속도와 부하에 따라 71~112℃로 유지하고 이 이상은 좋지 않다. 타원형 보어를 가진 축방향 홈 베어링도 사용되는데 이것은 축방향 홈이 6개 있고 원주 방향 홈이 베어링 중심에 1개 있다. 원주 방향 홈은 각 축방향 홈에 오일을 공급하는 역할을 하기 때문에 유량이 많아져서 Drain 온도는 낮아진다.
그림 1-11 축방향 홈형 베어링의 구조 및 유막 특성
홈의 끝부분은 그림 1-9, 1-11과 같이 작은 삼각형 모따기 가공이 되어 있다. 이 모따기에 의하여 조절되는 오일량은 전체 유량의 약 30~60%가 된다. 만약 홈 끝에 모따기가 없으면 Drain 오일 온도가 상승할 것이며, 반대로 축방향 홈을 모따기 없이 끝까지 가공하면 유량 제한이 되지 않기 때문에 많은 양의 오일이 베어링 밖으로 흘러 나가게 된다.
축방향 홈 베어링의 Drain 온도가 높은 상태로 운전되면 모따기가 너무 작은 것이며, 이를 크게 하여 온도를 낮출 수 있다. 모따기는 실제로 유량과 Drain 온도를 조절할 수 있으나 베어링 유막 온도 자체에는 거의 영향을 주지 못한다.
홈을 설치하지 않은 타 베어링과 비교하여 축방향 홈 베어링은 더 높은 유막 온도로 운전된다. 하부 수하부에 있는 두 개의 홈이 부하용량을 감소시키고 저널의 편심을 증가시키므로, 최소 유막 두께가 더 얇아져 최고 유막 온도가 높아지기 때문이다.
부하가 증가하면 최대 유막 온도 지점은 수직 중심선 쪽으로 이동이 발생하며, 설계 부하에서 평균 위치는 수직 중심선으로부터 회전방향으로 25~30°이다. 최대 유막 온도는 부하 및 속도에 따라 71~116℃ 정도이며, 116℃를 초과하면 설계가 잘못된 것이다.
타원형 축방향 홈 베어링은 대형 터빈에서 사용되는데 홈의 수는 6개이며, 균등하지 않은 간격으로 배치된다. 원주방향 홈은 모든 홈을 연결할 수 있도록 베어링 가운데에 있다.
타원형 축방향 홈 베어링의 운전은 원통형과 비슷하며, 유량이 많으므로 베어링 Drain 온도는 낮게 유지된다.
2.5 多圓弧 베어링 (Multilobe Bearings)
다원호 베어링은 여러 개의 세그먼트로 구성되며, 세그먼트 보어는 베어링 간극보다 큰 반경을 가지므로 예압을 형성된다. 세그먼트는 3, 4,………10개까지 될 수 있다. 일반적으로는 3 내지 4개 세그먼트로 구성된다. Lobe는 각 세그멘트에서 수렴 및 확산되거나 보통 Tapered Land 설계라 부르는 각 세그먼트에서는 일정하게 수렴된다. 그림 1-12은 Load On Pad(LOP) 3개 Lobe 형식이다.
그림 1-12 3 원호 저널베어링
2.6 오프셋 베어링 (Offset Half Bearings)
이 베어링은 원통형 저널 베어링의 독특한 형식으로 Offset은 상하부가 그림 1-13과 같이 수평분할선(보통 간극의 1/2) 기준으로 약간 편심되어 있다. 원통형 저널 베어링보다 더 안정적이긴 하나 불안정한 경향은 아직 남아 있다. 한편, 그림 1-14와 같이 표준 수평 설치 형식보다 회전 방향으로 45° 돌려 설치한 형식이 일반적으로 안정성이 있어 더 효과적이다.
그림 1-13 Offset Half 저널베어링
그림 1-14 안정성이 최대로 되는 Offset Half의 최적 위치
2.7 틸팅 패드 베어링 (Tilting Pad Bearings)
다른 형식의 베어링과 비교해 볼 때 틸팅 패드 베어링은 최신 설계 방식의 베어링이며, 축의 안정성이 요구되는 경우에 사용한다. 이 형식의 베어링은 축정렬의 베어링 부하가 크게 변동하는 대형 터빈에 주로 사용되어 왔으나, 최근에는 축의 안정성이 요구되는 보조기기에도 널리 사용되고 있다.
틸팅 패드 베어링은 내면이 배빗트로 입혀져 있는 3~6개의 패드로 구성되어 있으며, 운전중에 각 패드에 유막 압력이 최적으로 형성될 수 있도록 축에 따라 자유롭게 경사 및 선회될 수 있는 구조이다.
패드수는 보통 4개, 5개 혹은 6개로 하는데, 4개의 패드형은 각 상하부에 2개씩의 패드가 있으나, 5패드형은 4패드와 6패드 베어링의 조합으로 상하부중 한쪽을 2패드로 하고 그 반대편을 3패드로 한다.
그림 1-15은 6개의 패드로 이루어진 핀 고정형 틸팅 패드 베어링이다.
패드는 뒷부분에는 옆면에서 보아 축방향으로 돌출부가 있는데 이 돌출부가 베어링 케이싱의 홈(Lips)과 맞추어져 반경방향으로의 움직임이 방지되며, 원주방향 움직임은 베어링 하우징과 패드사이에 설치된 핀에 의하여 방지된다.
핀이 끼워지는 패드의 구멍은 핀의 직경보다 약간 크게 하여 고착을 방지하고, 패드가 자유롭게 경사지는데 방해를 주지 않도록 한다.
각 패드가 경사지는 동작은 베어링 케이싱 내경면과 패드의 뒷면 사이에서 발생하는데 Double 틸팅의 경우에는 원형 접촉이 되고, Single 틸팅의 경우에는 선접촉이 된다.
그림 1-15 핀 고정형 틸팅 패드 베어링
그림 1-16과 같이 블록을 사용하여 패드를 장착하는 방법도 있다. 블록의 뒷면 곡률을 베어링 보어와 동심원으로 가공하며 보통 나사를 사용하여 고정한다. 이 뒷면 곡률은 베어링 하우징 내경의 곡률보다 작도록 하여 패드가 틸팅되는 동작이 자유롭게 발생하도록 한다.
베어링 간극을 줄일 필요가 있을 때는 패드와 블록 사이에 Shim을 삽입하여 조정한다. 그림에서처럼 패드 피봇점의 위치는 보통 중앙인데, 이는 축의 회전 방향이 정회전 및 역회전 두 방향을 고려한 것이며, 만약 축이 한 방향으로만 회전하면 피봇 위치는 패드의 입구 모서리부터 패드 길이의 0.6되는 위치가 가장 바람직하다.
그림 1-16 Block 고정형 틸팅 패드 베어링
패드에서 발생하는 압력 형태는 그림 1-17과 같고, 정상운전시 패드는 회전방향으로 경사진다. 다른 베어링과는 달리 이 베어링은 상부 베어링의 온도가 높은데 이것은 상부 패드의 수력학적 부하 때문이다. 부하와 간극이 증가하거나 속도가 감소하면 저널이 상부 패드와 떨어지면서 상부 패드의 온도도 저하한다.
그림 1-17 틸팅 패드 베어링의 유체역학적 특성
틸팅 패드 베어링은 일반적으로 재래식 베어링보다 높은 유막 온도로 운전되며, 최대 유막 온도는 대부분의 다른 베어링보다 수직 중심선 가까이에서 발생한다. 다른 형식의 베어링은 베어링 부하가 5.3 ㎏/㎠이상이 되어야 안정운전이 가능하나 틸팅 패드 베어링은 1.4 ㎏/㎠ 이하에서도 안정운전이 가능하다.
오일은 패드 사이에 위치한 오리피스를 통하여 베어링 내로 유입된다. 베어링 밖으로 흘러나오는 오일은 하우징 끝에 설치된 Wiper나 Seal Ring에 의하여 조절된다.
베어링의 윤활은 “Overflow” 방식이므로 오일의 교반과 와류는 동력 손실을 증가시키고, Drain 온도를 상승시키기 때문에 틸팅 패드 베어링은 유량이 많아야 하고 타 베어링에 비해 동력 손실이 크다.
틸팅 패드 베어링은 각 패드가 축을 잡아주는 역할을 하기 때문에 축의 수평방향 이동량이 적으며, 이것이 안정성을 증가시킨다. 안정성을 증가시키는 또다른 요인은 각 패드에 의하여 연속적인 수력학적 유막이 끊어지고, 패드의 합력이 피봇을 통하여 반경방향으로 작용하여 대칭이 되므로, 축의 Whirl을 발생시키는 접선방향의 힘을 발생시키지 않는 점이다.
보통 이 형식의 베어링은 오일 Whip이 발생하지 않지만 경부하로 운전시는 오일 Whip이 발생할 수도 있는데, 실험상으로 오일 Whip은 부하가 거의 없는 상태에서 발생하였으며, 1.4 ㎏/㎠의 베어링 단위압력을 발생시키는 부하 이상에서는 일어나지 않았다.
틸팅 패드 베어링에서 사용되는 패드지지 형식에는 3가지가 있다. 첫 번째는 그림 1-18(a)와 같이 선접촉 Rocker Back Pad형이며, 설계가 가장 간단하고 제작비가 싸다. 이 형식은 원주방향으로는 틸팅이 되나 축방향으로는 되지 않는다. 선 접촉이기 때문에 축정렬이 잘되지 않으면 피봇 응력이 상당히 높게 된다. 두 번째 형식은 그림 1-18(b)와 같이 나선형의 점 피봇 설계이며 나선형 바닥(Bottom)은 패드 또는 하우징에 설치되고 Member 반대쪽에 경화된 Flat Disc에서 피봇된다. 이 베어링은 모든 방향으로 틸팅되나 높은 피봇 응력으로 인해 피봇점이 평평해지고, 베어링 간극이 급격히 증가한다. 이것은 접촉면을 경화처리 함으로써 최소화할 수 있다. 이들 지지점에서는 높은 충격 하중으로 균열이 발생되기도 한다. 세 번째 형식은 그림 1-18(c)와 같이 나선형 면피봇 설계이며 패드 하중은 볼 및 소켓 배열을 통해 하우징으로 전달된다. 정상하중에서는 피봇 응력이 낮은 레벨이 되도록 볼 및 소켓 크기를 쉽게 선정할 수 있다. 고하중 및 고속에 적용할 경우 Fretting과 마멸 발생에 주의해야 한다.
패드의 접촉응력이 높을 경우 간혹 패드 피봇 마멸과 브리넬링(Brinelling)이 되어 간극이 증가한다. 이로 인해 베어링 예압이 감소하여 베어링 강성이 감소되고 임계속도가 낮아진다. 대부분의 고성능 터보 기계는 2차 임계속도 바로 아래에서 운전되기 때문에 피봇 마멸로 인해 임계속도를 운전속도 범위 가까이 접근시킨다. 이러한 현상은 진동이 증가하면 피봇 마멸도 증가하기 때문에 상황이 더욱 악화된다.
표 1-1 베어링 특성 요약

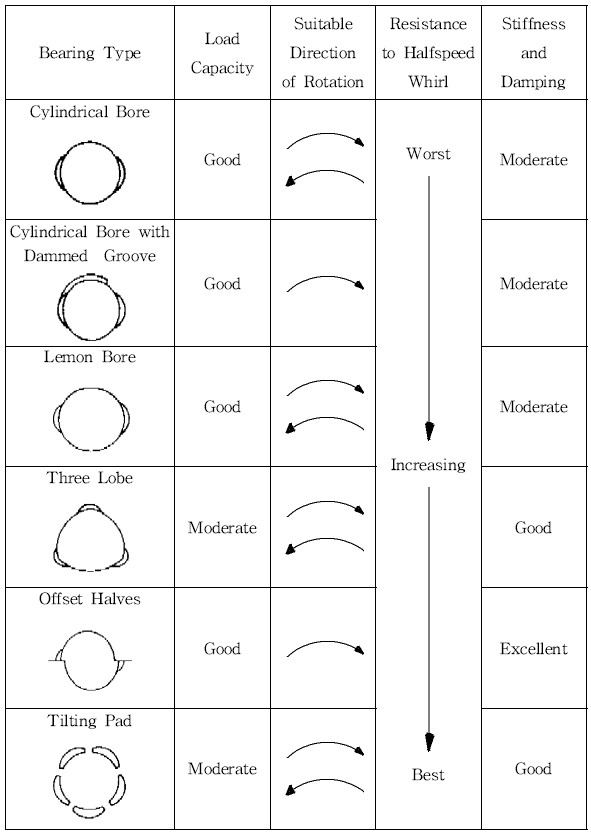
표 1-2 저널 베어링 형식별 비교
(a) Rocker back 피봇 틸팅 패드 베어링
(b) Spherical 점 피봇 틸팅 패드 베어링
(c) Ball-in-Socket 틸팅 패드 베어링
그림 1-18 여러 가지 틸팅 패드 베어링