Rigid Coupling Alignment
축정렬이 완료되면 각 단위 로터를 축 중심이 일치되도록 볼트로 결합하여 하나의 단일 회전체로 만드는 공정을 Rigid Coupling Alignment라 한다.
7.1 커플링 정렬의 중요성 (The Importance of Coupling Alignment)
아무리 축정렬을 정확히 시행했다 하더라도 막대한 동력 전달과 고속 회전하는 로터가 커플링에서 정렬작업이 잘못되어 Crank 상태로 조립되면 축진동 발생과 과도한 축응력 발생으로 피로 파손의 원인이 되며 Bending Moment가 유발되거나 인접 로터를 휘게하여 질량 불평형이 발생된다. 이와 같은 불평형인 경우는 Weight Balancing을 하므로써 다소 감소시킬 수가 있으나 커플링이 완전히 기준치내로 정렬 되기 전에는 진동치가 만족할 만한 값에 도달할 수 없다.
따라서 커플링 원주상에서 Runout Check를 하여 최대, 최소치가 0.02 ㎜이내에 오도록 수정하여야 한다. 커플링의 역할 중 하나가 축의 회전력을 전달하는 것으로 이 회전력의 전달은 양 커플링의 면접촉력으로 이루어진다 (근래 사용되기 시작한 유압 Coupling Bolt로 체결된 커플링은 면 접촉력과 볼트 전단력이 동시에 작용함). 따라서 만일 Coupling Bolt의 체결력이 부족하거나 커플링면의 청결 상태 불량 등으로 마찰계수가 낮아지면 Coupling Slip이 생겨 커플링 정렬 상태가 흩트러 지게된다. 커플링의 Misalignment는 흔히 Coupling Stud Bolt를 조일 때 체결력의 불균등, Coupling Face의 불량 등으로 발생되므로 최종 조립시 주의를 기울여 정밀 조정해야 한다.
7.2 강성 커플링의 형태 (Types of Rigid Coupling)
(1) Rabbet형 (Spigot Fit)
Rabbet부가 정밀하게 가공되어 있는 커플링에서는 양쪽 커플링을 결합하면 자연적으로 중심이 일치되어 정확한 커플링 정렬이 쉽게 이루어지는 이점이 있고 출력의 급변이나 충격을 받았을 때 Coupling Slip이 방지되는 이점이 있다. 그러나 여러번 분해, 조립을 반복하면 Rabbet부가 손상되어 간극이 커지므로 항상 정렬 상태가 정확하다는 고정 관념을 버려야 한다. 따라서 Rabbet 부위는 원형이 보존되도록 분해, 조립시 각별한 주의를 기울여야 한다. 대형 회전기계에서 요즘의 설계경향은 Spigot 직경을 Faucet 직경보다 0.01 ㎜정도 크게하여 조립시 억지끼워 맞춤하여 양축의 중심선이 일치하도록 하고 있다.
그림 2-71 Rabbet형(Spigot Fit형) 커플링
(2) Flat Spacer Plate형
커플링면이 평평한 양 커플링 사이에 Spacer Plate를 삽입하는 형식으로써 정확한 정렬 작업을 하는데는 보다 많은 시간과 기술을 요한다. 그러나 터빈 축방향 간극 조정이 필요할 때 터빈 케이싱 이동없이 Spacer Plate를 취외하므로써 쉽게 정밀 조정 작업을 할 수 있고, 축정렬 상태 측정 작업시 측정 공기구의 설치가 용이하다.
그림 2-72 Flat Spacer Plate형 커플링
(3) Rabbet Spacer Plate형
이 형은 Rabbet형과 Flat Spacer Plate형의 장단점을 갖고 있다.
그림 2-73 Rabbet Spacer Plate형 커플링
7.3 유압 조절식 커플링 볼트 (Supergrip Coupling Bolt)
터빈 커플링 볼트는 과거에는 Reamer Bolt를 사용하였으나 이는 조립 및 취외시 조립 간극이 작아 볼트 및 Bolt Hole의 Reaming 부위가 손상되는 일이 많고 심한 경우 볼트를 절단 및 Drilling하여 취외해야 하는 경우도 발생한다. 또 장시간 사용함에 따라 조립 간극이 증가하여 운전중 고진동이나 Unit Trip시 커플링에 미치는 큰 토오크에 의하여 커플링 정렬상태가 변화되어 고진동의 원인이 되기도 한다. 뿐만아니라 가열 토취, 또는 대형 해머를 사용하여 분해, 조립을 하여야 하므로 분해, 조립에 시간이 많이 걸리는 단점이 있다.
Reamer Bolt의 이런 문제점을 해결한 것이 그림 2-74와 같은 유압 조립식 커플링 이다. 이는 구조가 약간 복잡하기는 하나 분해, 조립시 유압을 이용하므로 작업시간이 빠르고 일단 조립이 완료되면 볼트와 볼트 구멍간에 간극이 없으므로 처음부터 볼트의 전단력이 토오크 전달에 기여하는 등 장점이 많다. 한전에서는 1989년 고리원자력 1호기 터빈 커플링 볼트 개선을 시작으로 현재는 원자력과 기력을 불문하고 거의 모든 대형 터빈의 재래식 리이머 커플링 볼트를 유압 커플링 볼트로 개조하였으며 신규 설치 터빈은 건설시부터 이를 사용하고 있다. 유압 커플링 볼트의 특징은 다음과 같다.
① 유압을 이용하여 분해, 조립하므로 신속한 작업이 가능하다.
② 커플링 면의 마찰과 볼트의 전단력에 의하여 토오크를 전달한다 (마찰력 : 20%, 전단력 : 80%). 따라서 Slip이 발생치 않는다.
③ Hammer 등을 사용치 않음으로 설비에 충격이 없다.
④ Coupling Bolt의 고착이 발생치 않는다.
⑤ Coupling Concentricity 작업이 용이하다.
7.4 커플링 결합전 점검사항 (Checks Prior to Coupling Assembly)
커플링 결합작업에 앞서 다음 조건을 점검 확인하여야 한다.
① 현장에서 Reamer 작업을 행할 경우는 Coupling Bolt, Nut, Washer의 중량 조정이 완료되어 있을 것.
② Rabbet Fit Type의 커플링에 대해서는 Male & Female Rabbet Fit부에 Stick 방지제를 엷게 도포할 것.
③ 상부 베어링을 조립하지 않은 상태에서 로터를 회전시킬 경우는 하부 베어링의 회전 방지 대책을 세워둘 것.
④ 축방향 이동 방지용 Jig가 완전하게 취부되어 있는지 확인할 것.
⑤ 로터를 회전시킬 경우는 윤활유를 베어링에 주입할 것.
⑥ 수소냉각 방식의 발전기는 터빈/발전기간 축정렬 작업에 앞서 발전기 수소는 Purge되어 있어야 하며 또 수냉각 방식의 발전기는 Stator 냉각 계통이 정지되어 있을 것.
그림 2-74 유압 커플링 볼트
그림 2-75 커플링 체결전 확인 사항
7.5 커플링 결합시 주의사항 (Considerations on Coupling Assembly)
(1) Coupling Alignment
① 임시 베어링이 있는 경우는 임시 베어링으로 상대측 커플링과 동일 중심이 되도록 조정한다.
② 임시 베어링이 없는 경우에는 Level이 낮은 쪽의 로터를 Hydraulic Oil Jack 등으로 높은 쪽의 커플링 중심에 맞춘다.
③ Spacer Type의 경우는 Spacer 삽입 간격을 확보한다.
(2) “A” Mark(조립 표시) 맞추기
① 양쪽 커플링 원주에 표시된 “A” Mark를 맞춘다(신규 500Mw 터빈의 경우 “L”과 “H” Mark를 맞춘다).
② 한쪽 로터가 임시 베어링 또는 Hydraulic Oil Jack 등으로 정렬되어있는 경우는 그 반대측의 로터를 회전시켜 맞출 것.
③ 회전량이 많은 경우는 Crane 등으로 돌리지만 적은 경우는 Hydraulic Oil Jack 등에 의해 볼트 체결 구멍과 Pin 등을 사용해서 조금씩 주의 깊게 회전할 것.
④ Reamer Bolt로 체결하는 경우는 Reamer Bolt가 순조롭게 들어갈 수 있도록 Alignment Pin으로 정렬작업 할 것.
⑤ Spacer Type의 것은 “A” Mark를 확인하고 Chain Block 등으로 정렬하여 구멍을 맞추지만 특히 Spacer 안밖을 틀리지 않도록 주의할 것.
(3) 로터 당기기
① 케이싱과 함께 로터를 끌어당기는 형태인 경우는 케이싱에서 로터로 Dial Gauge를 취부하여 축방향의 간극이 허용치 이내에 있도록 감시할 것.
② 끌어당기지 않는 측의 로터는 이동되지 않도록 감시하고 필요에 따라서 Thrust 또는 Stopper를 설치할 것.
③ 축정렬 하기 위해 사용했던 Hydraulic Oil Jack과 기타 Jig는 로터를 끌어 당길 때 지장을 주지 않도록 주의할 것.
④ 케이싱을 이동시키지 않는 형태인 경우는 축방향의 간극을 확인하고 로터 회전부가 정지부에 접촉되지 않도록 주의한다. 어느 경우라도 로터 회전부와 케이싱 고정부와 접촉되어서는 안된다.
(4) Reamer Bolt 삽입
① Reamer 부에는 Stick 방지제를 엷고 균일하게 바른후 삽입할 것.
② Reamer Bolt에는 번호가 표시되어 있으므로 반드시 같은 번호의 Hole에 삽입할 것.
7.6 Coupling Bolt 체결 (Coupling Bolt Tightening)
Coupling Bolt를 체결하는 경우 중심이탈(中心離脫), 공진(共振), Run Out을 감시하면서 행할 것.
① 대각선상에 위치하는 볼트 4본을 볼트 유효길이의 0.5/1000~0.6/1000 (볼트 체결 설계치의 약 1/2정도)까지 체결한다.
② 커플링의 Runout을 계측하여 중심이탈, 공진을 구하고 가능한 한 목표치 내에 들도록 한다.
③ 남은 모든 볼트를 볼트 유효길이의 0.5/1000~0.6/1000 (볼트 체결 설계치의 약 1/2정도)까지 체결한다.
④ 커플링의 Runout을 계측하여 중심이탈, 공진을 구한다.
⑤ 볼트 전체를 설계치까지 체결한다.
⑥ 커플링의 Runout을 계측하여 중심이탈, 공진을 구한다.
| 중심이탈(中心離脫), 공진(共振)의 목표 및 허용치 | |
| 목표치: 1.25/100 ㎜ | 목표치: 2.5/100 ㎜ |
| 허용치: 2.5/100 ㎜ | 허용치: 3.8/100 ㎜ |
7.7 공심이탈 및 공진 (Movement of Coupling Centers by Bolting)
(1) 커플링 외주 Runout 측정
체결된 커플링 각각에 Dial Gauge를 설치, 로터 “0” Mark를 기준점으로 8등분하여 계측한다. 8등분 기호는 “0” Mark를 기준으로 회전 반대 방향으로 A, B, C…로 함을 원칙으로 한다. 즉 로터를 회전시킬 때 Dial Indicator 지침이 A, B, C 순으로 가리키도록 표시한다. 측정치의 환산은 Dial Gauge의 최소 지시치를 “0”으로 하고 그 값을 기준으로 하여 이보다 큰 값은 “+”로 표시한다.
(2) Vector법에 의한 중심위치 산출
터빈 및 발전기측 커플링에서 계측한 Runout치의 Vector를 그림 2-77, 78, 79와 같이 Polar Graph에 작도한다. 각 4개의 Vector를 합성하면 터빈측은 16∠230°이고 발전기측은 12.4∠210°이다. 이 값들은 4개의 Vector가 합성된 값이므로 이를 평균한 것이 각 커플링에서의 중심이다. 즉 터빈측은 4∠230°, 발전기측은 3.1∠210°위치에 중심이 있는 것이다.

그림 2-76 Runout 측정을 위한 표시
예로서 터빈 발전기간 커플링에서 계측한 Runout치는 다음 표 2-9와 같다.
표 2-9 터빈/발전기 커플링에서 계측된 Runout 값
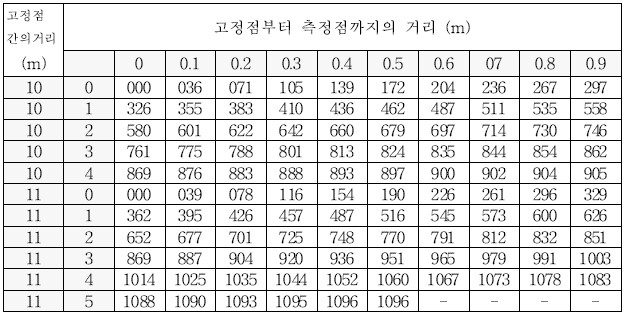
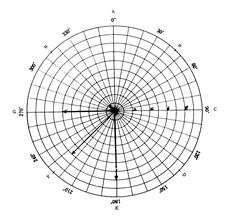
그림 2-77 터빈측 커플링의 벡터
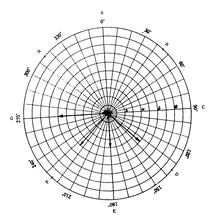
그림 2-78 발전기측 커플링의 벡터도
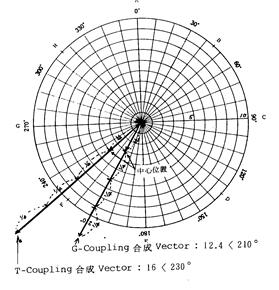
그림 2-79 합성 벡터의 중심 위치
(3) 수직 이등분선에 의한 중심 위치 산출
8점 계측된 커플링 외주의 Runout의 평균 합성 Vector를 그림 2-80과 같이 Polar Graph(극좌표)에 확대 작도한다. 중심은 확대 작도된 쌍방의 대각 계측점을 연결한 대각선의 수직 2등분선에 위치한다. 따라서 계측한 8점의 개개의 대각선으로부터 개개의 수직 2등분선의 교점을 중심이라 부른다. 이론적으로 4개의 전 교점은 1점에 집중되지만 현실적으로는 4개의 수직 2등분선이 1점으로 교점을 만들지 않고 5점 또는 6점의 교점을 만들어 내는 것이 보통이다. 그와 같은 경우 계측 오차값을 고려하여 중심을 집약하여 중심의 절대량, 각도를 구한다.
(4) 중심이탈, 공심이탈 및 공진
다음 그림 2-80과 같이 중심이탈은 양쪽 커플링의 중심을 연결한 거리를 말하며 공진은 양쪽 커플링에 공유하는 Runout이다. 또 원점에서 중심이탈의 1/2위치까지의 거리를 공심이탈이라 하며 이의 2배가 공진이다.
(5) Misalignment 교정 방법
Coupling Bolt 체결 요령은 앞에서 설명한 방법에 의거 실시하는 것이 바람직하다. 그러나 앞의 예에서와 같이 커플링 체결후 중심이탈은 1.6/100 ㎜로 허용치(2.5/100 ㎜)이내에 있으나 목표치(1.25/100 ㎜)보다는 크며, 공진은 7.1/100 ㎜로 허용치(3.8/100 ㎜)를 초과하고 있어 교정이 필요하다. 특히 공진 Vector가 “F” 커플링 볼트 쪽으로 치우쳐 있으므로 “F” 커플링 볼트 반대측의 커플링 볼트 “A”, “B”, “C”를 풀고 “E”, “F”, “G”를 최고 허용 신장량으로 조인후 풀었던 “A”, “B”, “C”는 최저 허용 신장량으로 다시 조인다. 커플링 볼트 체결이 완료되면 다시 앞의 절차를 반복하여 체결 상태를 확인한다
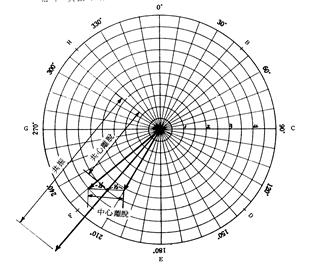
그림 2-80 중심이탈, 공심이탈 및 공진
7.8 커플링 토오크 (Coupling Torque)
커플링의 역할중 하나가 축의 회전력(토오크)을 전달하는 것으로써 이 회전력의 전달은 그림 2-81과 같이 양 커플링의 면접촉력으로 이루어진다. 그림에서 커플링 면에서의 회전 토오크 Tc는
Tc=n∙Q∙Rf∙μ – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – (1)
축동력 Ps는
 – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – (2)
– – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – (2)
여기서
Tc : 커플링의 전달 토오크(㎏-cm)
Ts : 축의 비틀림 모멘트(㎏-cm)
Ps : 축동력
n : 볼트수
μ: 접촉면 마찰계수(0.15~0.20)
Q : 볼트 조임력(㎏)
Rf : 접촉면 평균 반경(Cm)=(R1+R2)/2
N : 축의 분당 회전수(min-1)
그림 2-81 커플링 접촉면
커플링의 회전 토오크 Tc는 (1)식에서 보는 바와 같이 볼트 수량 n와 접촉면의 평균 반경 Rf는 고정된 값이므로 볼트의 체결력 Q와 마찰계수 μ에따라 좌우된다. 마찰계수는 커플링 접촉면의 상태와 관계되므로 커플링 접촉면을 점검해야 하는 이유도 여기에 있음을 알 수 있다. 설계상 Tc≒2Ts이상으로 하나 만약 커플링 볼트 체결력 부족이나 접촉면 불량으로 Tc<Ts가 되면 Coupling Slip이 생겨 커플링 정렬상태가 흐트러지게 된다. 일반적으로 Coupling Slip의 원인은 전력 계통 사고로 발전기가 병해 혹은 재폐로 될 때의 충격과 로터의 굽힘이나 Misalignment에 기인한 편심에 의한 원심력으로도 발생될 수 있다. 따라서 이러한 비정상적인 충격에 대한 보완 조치로서 Rabbet형을 많이 채용하고 있다.