Rolling Element Bearings
10.9.1 구름요소 베어링의 특징 (Rolling Element Bearing Characteristics)
10.9.2 스파이크 에너지와 쇼크 펄스 (Spike Energy and Shock Pulse)
10.9.3 고주파 가속도 (High-Frequency Acceleration [HFD])
10.9.4 스파이크 에너지 측정 (Spike Energy Measurements)
10.9.5 구름 베어링의 진동 특성 (Vibration Characteristics of Rolling Element Bearing)
10.9.7 결함 주파수 특성 (Defect Frequency Characteristics)
10.9.8 구름 베어링 고장의 원인과 과정 (Causes and Process of Failure in Rolling Element Bearings)
10.9.1 구름요소 베어링의 특징 (Rolling Element Bearing Characteristics)
슬리브(유체) 베어링 기계와 구름 베어링 기계는 베어링이 기본적으로 서로 다르기 때문에 각각 다른 감시방식과 진단기법을 요한다. 슬리브 베어링 내에서 축을 지지하는 얇은 유막은 베어링에 대한 축의 상대적인 움직임을 허용한다. Proximity Transducer는 축의 상대적인 움직임을 측정하기 위해 설계되었기 때문에 슬리브 베어링의 상대 축진동을 측정하기 위한 가장 적합한 변환기다. 그러나, 구름 베어링은 설계상 간극이 매우 작기 때문에 베어링에 대한 상대 축진동이 크게 발생하지 않는다. 축에서 발생하는 힘은 구름요소(Rolling Element)를 통해 베어링 외륜에 전달되고, 이는 궁극적으로 베어링 하우징에 전달된다. 이러한 전달 경로로 인하여, 구름 베어링을 가진 기계의 진동감시에 보통 케이싱(베어링 하우징) 측정 방식을 적용하는 것이 일반적이다(그림 10-31).
구름 베어링과 슬리브 베어링은 매우 다른 진동특성을 가지고 있다. 구름 베어링에서 발생되는 진동신호는 몇 가지 성분을 포함하고 있으며, 그 성분은 베어링 형상, 구름요소의 수량과 베어링 회전속도와 관련이 있다. 이와 관련한 진동주파수들은 전형적으로 1내지 7배의 요소 통과율(Element Passage Rate [EPx])이며, 새 베어링에서도 발생되나 진폭은 대단히 작다. 여기서 요소 통과율이란 구름요소들이 베어링의 내륜이나 외륜의 한 지점을 통과하는 비율이다. 베어링이 손상됨에 따라 이들 주파수에서의 진폭은 증가할 것이다. 베어링과 관련한 이 신호들을 관찰하므로써 구름 베어링의 진동문제를 진단하게 되고 베어링에서 어느 부분이 손상되었나를 알게된다. 이러한 정밀진단은 분석자들의 신용도를 높여 주지만 관리자 입장에서 보면 베어링의 어느 부분이 손상되고 있는가는 필요하지 않고 다만 기계 손상을 막기 위해서는 언제 베어링을 교체해야 하느냐가 중요하다. 구름 베어링에서 생기는 주파수 성분은 그것이 기계관리에 반드시 필수적인 것이 아닐지라도 두 가지 이유에서 예측될 수 있다. 첫째 한 요소에서의 어떤 결함은 다른 요소의 결함을 발생시키기 때문에 베어링 결함이나 관련 주파수 성분은 변한다. 둘째 계산된 주파수는 유지 보수를 예측하고 일정을 계획하는데 거의 도움이 되지 않는다. 구름 베어링은 베어링 전체를 교체하므로 베어링 손상의 정도만을 전체적으로 파악하면 된다. 그럼에도 불구하고, 이러한 주파수들은 때때로 조기 베어링 고장의 근원을 분리해 장기 유지 보수에 대한 목표 관리를 세우는데 도움을 줄 수 있다. 구름요소 베어링에는 몇 가지 형태(Ball, Cylindrical, Spherical, Tapered 및 Needle)가 있다(그림 10-32). 이들 구름 베어링은 형태에 관계없이 Cage 내에서 보통 고정되는 구름요소에 의해 분리된 내륜 및 외륜을 포함한다. 기계적인 결함은 이러한 구성요소 어디에서든지 진행될 수 있다. 베어링 기본형상과 관계되는 주파수 성분은 베어링이 회전할 때 생성된다.
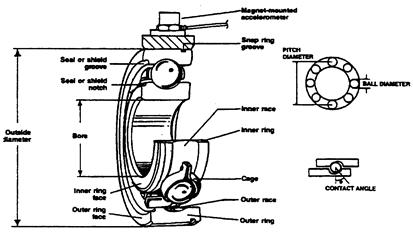
그림 10-31 구름 베어링의 구조
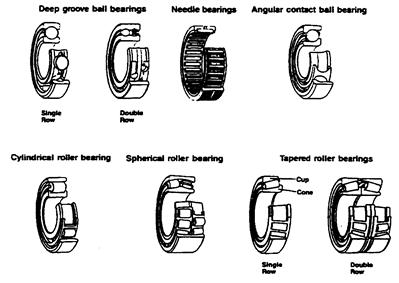
그림 10-32 구름 베어링의 형식
10.9.2 스파이크 에너지와 쇼크 펄스 (Spike Energy and Shock Pulse)
초음파 계측기는 대략 25,000~100,000 ㎐(1,500,000~6,000,000 cpm) 주파수 범위 내에서 에너지 크기를 측정하도록 설계되어있다. 여기에는 Spike Energy와 Shock Pulse가 포함된다. 이들 두개의 변수들은 각각 1970년도에 개발되었고, 설치된 진동변환기 자체의 공진 주파수에서만 고주파수의 문제점 근원에 대해 기계적 및 전기적으로 응답하도록 설계되어 있다. Spike Energy와 Shock Pulse에 대한 유효범위는 그림 10-33에 나타낸 바와 같이 5,000~50,000 ㎐이다. Spike Energy 측정용으로 현재 우수한 가속도계는 약 30,000 ㎐의 고유주파수를 가진다. 유사하게 Shock Pulse 변환기내에 있는 기준질량은 대략 32,000 ㎐의 공진 주파수에서 응답하도록 설계되어 있다.
이런 기술들은 모두 규정대로 측정한다면 가치 있고, 베어링 마멸의 초기단계를 검출하는 유용한 도구로써 쓰일 수 있음이 증명되어 있다. 베어링이 처음 마멸하기 시작할 때 그들은 부품들(구름요소, 베어링 Race 및 Cage) 자신의 고유진동수를 가진하기 시작한다. 이들 고유진동수들의 한 Set는 500~2,000 ㎐(30,000~120,000 cpm)의 범위 내에 집중되어있다. 다른 한 Set는 SPM 및 Spike Energy 변환기의 고주파수 부근의 초음파 주파수 이내에 있다. 따라서 초기 마멸이 구름 베어링 내에서 시작할 때 베어링 부품들은 충격이 가해지기 시작하여 SPM 및 Spike Energy 변환기의 고유진동수를 가진하는 것과 같이 자신들의 고유진동수도 가진 한다. 초음파 응답을 발생시키는 기본적인 결함 Mechanism은 다음 사항을 포함한다.
① Misalignment, 과부하, 부적절한 Sealing 및 부적합한 조립에 기인한 피로 또는 과도한 응력으로부터의 미세조각 및 균열
② 불충분한 윤활에 의한 표면의 거칠기
③ 베어링을 통하여 전류가 흘러 생긴 경질입자에 의한 Micro Pitting에 의한 표면의 움푹 파임.
Spike Energy의 경우 가속도계는 30,000 ㎐의 설치 고유진동수를 가지도록 설계되어 왔다. 베어링으로부터의 Sharp Pulse 및 광대역 불규칙한 초음파 가진은 가속도계 설치가 Stud-Mounted, Magnetic-Mounted 또는 Probe-Mounted 어느 것이든지 가속도계의 고유주파수를 가진하게 된다(분명히 Stud-Mounting은 가장 높은 Spike Energy 크기와 가장 반복성 있는 결과를 준다). 그러나 이들 3가지 Mounting 모두가 Spike Energy 값을 제공한다. 측정자가 Stud로부터 Magnet 또는 Probe Mount로 이동할 때 진동측정 질의 결과에 어떤 일이 발생하는가를 생각하면 다소 의문점이 생긴다. 그러나 초음파 고유진동수 Set를 나타내는 구름 베어링에서 취한 경험적인 자료에 의하면 이 Set는 “Free-Free” 상태에서나 기계에 설치된 베어링에서나 별 차이가 없음을 보여주고 있으며 이러한 현상은 Spike Energy의 경우에도 같이 나타난다. 비전문가들은 Spike Energy는 들어오는 초음파 진동이 가속도계의 고유진동수를 가진하고, 이것이 다시 전자적으로 조정되고 여과된 전기적인 전압응답이 발생하여 최종적으로 충격 에너지로 전환될 때 발생한다고 설명한다. 이 충격 에너지는 들어오는 충격속도에 비례한다. 이것은 아마도 마찰측정 변수로는 가장 좋은 생각일 것이다.
높은 주파수에서 작용하는 이들 Pulse는 구조물을 통하여 신속하게 전파한다. 베어링의 경우 이들 탄성파 Energy Pulse는 베어링 및 주변의 구조물을 통하여 철에서의 음파 즉, 탄성파 (17,549 ㎞/hr)의 속도인 거의 4,880 m/sec 속도로 전달한다. 이 충격파가 2개의 재질 즉, 구성품의 접촉면에서 만날 때 많은 Energy를 상실한다. 이 접촉면은 Bearing Outer Race와 그 하우징 사이 또는 하나의 기계 부품과 이를 조인 부품 사이의 영역이다. 이들 초음파가 접촉면과 만날 때 에너지의 일부는 통과하고 또 일부는 반사된다. 반사된 에너지량은 여러 인자들에 따라 다르다. 즉, Pulse의 예리함, 경계면에서 금속간의 차, 진동 Source들이 어떻게 촘촘히 서로 일치하는가에 따라 다르다. 일반적으로 전형적으로는 에너지의 대략 60%~80%가 각 접촉면에서 반사된다. 따라서 이것은 측정 초음파 변환기를 가능한한 베어링에 가까이 설치하는 것이 왜 중요한지를 설명하고 있다.
이 에너지 손실은 취약점으로 간주되지만 장점도 가지고 있다. 예를 들면 베어링이 손상 되었을 때 그 진동의 대부분은 이 베어링 내에 존재 할뿐 아니라 다른 구조물이나 베어링으로도 전달된다. 한편 초음파 에너지는 상당히 국한되어 있어 문제점을 가지는 특정 베어링을 격리하기가 쉽다.
여기서 Spike Energy와 Shock Pulse는 베어링 마멸에 응답 할뿐만 아니라 다음 사항들 각각에 대하여 초음파 측정에도 응답한다는 사실을 아는 것이 중요하다.
• 베어링 마멸
• 베어링 윤활
• 케비테이션
• Rotor 또는 Seal Rub
• 벨트의 끽끽거리는 소리
• Gear Meshing
• Guard와의 Sheave Rub
• 증기 및 고압공기의 흐름
• 기계부품의 충격 가진 (예: 왕복동 기계에서의 Valve)
초음파 측정은 이들 모든 문제점들에 응답하기 때문에 보다 널리 사용된다. 어떤 경우에는 그 문제점이 베어링으로부터 기인된 것인지 아니면 위에서 언급한 여러 진동원에 의해 기인된 것인지 혼동이 된다. 그러나 초음파 에너지는 신속하게 방산 된다는(대단히 국한된다는) 사실을 알고 있으면 문제점을 진단하는데 도움이 될 수 있다. 예를 들면 펌프의 경우에 만일 Spike Energy가 양쪽 베어링에서 높으면 케비테이션이나 Seal Rub가 발생하고 있을 가능성이 높다. 만일 운전원이 자갈 소리 같은 것을 듣는다면 이는 케비테이션의 경우가 매우 유력하다. 한편 동일 펌프에서 Spike Energy가 그 베어링중 한 곳에서만 높았다면 이 베어링에서 마멸 또는 윤활상의 문제일 가능성 있음을 시사한다.
마지막으로 초음파 측정은 다음 사항에 대해서는 응답하지 않는다는 것을 아는 것도 중요하다.
• 불평형
• Misalignment
• 축의 휨
• 전기적인 문제점
• 편심 로터
• 공진
• 구조물 이완 또는 취약
• 맥놀이 진동
Shock Pulse나 Spike Energy가 위의 문제점들에 응답하지 않는 이유는 이 문제들은 보다 낮은 주파수 진동을 일으키는 경향이 있기 때문이다. 그림 10-33에서 보는 바와 같이 SPM이나 Spike Energy는 유효범위인 5,000 ㎐(300,000 cpm) 이하에서는 확인하지 못하지만 베어링 윤활, 케비테이션 및 Rub와 같은 문제들을 찾아내는데는 대단히 유용하다.
이러한 기술들도 또한 어느 정도의 불리한 점을 가지고 있다. Shock Pulse의 경우 Bearing Bore와 rpm(또는 베어링 형식과 수량)은 참고기준으로써 반드시 알아두어야 한다. Shock Pulse 계측기는 통상 초음파 측정만 하기 때문에 보다 낮은 주파수의 문제점을 나타내는 진동값(특히 여과된 진동 스펙트럼)을 얻기 위해서는 또 다른 계측기가 필요하다. 또한 Shock Pulse 계측기는 예방정비 Software에 아직은 포함되어 있지 않기 때문에 하나의 경향분석도표에서 진동과 Shock Pulse 값들을 직접 비교할 수 있는 PMP Software에 이 측정치들을 저장하고 경향분석을 하기 원한다면 이 값들은 이들 Program내에 수동 입력시켜야 한다(그러나 SPM은 Shock Pulse 값 자체만을 경향분석하기 위한 Software는 있다).
그림 10-33 Spike Energy와 Shock Pulse에 대한 일반적인 주파수 응답.
Spike Energy의 경우 이의 단점의 하나는 특정 가속계만을 사용하여야 참값을 얻을 수 있고, 증기가 있는 곳에서 Spike Energy 값을 취할 때 증기 자신이 다양한 값을 발생시킬 수 있다는 것이다.
한편 Shock Pulse와 Spike Energy 값은 측정시마다 동일한 점에서 값을 취해야 한다(만일 그렇게 하지 않으면 경향분석이 변화해 버린다). 이렇게 함으로써 측정시마다 자료의 정도, 신뢰도 및 반복성을 향상시킨다. 또한 그 값이 Magnet 또는 Stud Mounted 대신 손으로 잡아 취해진다면 측정자에 의해 변환기에 가한 힘으로 다소 더 높게 또는 더 낮게 지시될 것이다. 이 두 경우에 만일 값들을 Stud Mounted 위치에서 취할 수 있다면 그 경향은 상당히 개선될 수 있을 것이다. Spike Energy 값은 Stud Mount 보다는 못하지만 Magnet Mount를 사용하여도 좋은 반복성을 가진다는 것이 증명되었다.
어느 경우든 초음파 측정은 고속기계나 고주파수 진동원 (구름 베어링, 기어 등)을 가지는 저속기계에 추천되고 있다. 이것은 특히 초기 단계에 때로는 다음 단계에서도 달리 눈에 띄지 않은 많은 문제점을 찾아내는데 대단히 유용하다. 베어링의 경우 이들 도구중 어느 것도 성능감소 4 단계중 첫 번째 단계에서 문제점을 찾아 낼 수 있다. 마지막으로 이들 초음파 변수의 각각에 대하여 개발된 Severity Chart가 있다. 그림 10-34 및 10-35는 Spike Energy와 Shock Pulse 각각에 대한 Severity Chart 예 이다.
그림 10-34 구름 베어링에 대한 Spike Energy Severity Chart
그림 10-35 구름 베어링을 가지는 기계에 대한 진동과 IFD 일반허용 도표
10.9.3 고주파 주파수 (High-Frequency Acceleration, HFD)
고주파수 가속도 측정은 초음파 측정과 유사하지만 실제로는 서로 다른 측정이다. 실제로는 제목에서 의미하듯이 약 30,000 ㎐(1,800,000 cpm)까지의 고주파수 범위에서 일어나는 가속도 진동측정이다. 주로 이 고주파수 측정은 HFD3으로 나타낸다. 그림 10-35는 Spike Energy와 Shock Pulse의 값과 HFD의 값을 비교한 값이다. 일반적으로 HFD 크기는 Spike Energy 크기의 약 2배 임을 명심하라.
HFD 값을 Shock Pulse와 Spike Energy 값과 구별하는 것은 HFD가 일반적으로 초음파 측정이 아니고, 단지 구역화한 가속도 측정이라는 것이다. 초기에는 HFD는 약 5,000 ㎐와 20,000 ㎐ 사이로 구분되었다. 최근에는 어떤 제작자는 사용자 스스로 HFD의 하한값을 규정하고, 상한값을 약 30,000 ㎐까지 증가시켰다.
이러한 경우 어떤 사용자들은 낮은 차단 주파수를 1,000 ㎐에서 5,000 ㎐까지 낮게 규정하였고 높은 차단 주파수는 3,000 ㎐에서 20,000 ㎐까지 높게 규정하였다. 어떤 제작자들은 구름 베어링 상태에서 보다 높은 감도를 취하기 위하여 약 30,000 ㎐까지 높은 차단 주파수를 증가시켰다.
여기서 아주 중요한 사항은 분석자는 HDF 측정이 반복적이고 보다 신뢰성을 확보하기 위하여 의식적으로 동일한 분석기, 변환기 및 변환기 지지대(바람직한 것은 Magnetic, Stud Mount)를 사용해야 한다는 것이다.
10.9.4 스파이크 에너지 측정 (Spike Energy Measurements)
Spike Energy란 “짧은 시간 동안에 금속간의 충격 및 구조물을 통하여 전달되는 불규칙 진동에 의하여 생기는 진동 에너지”라고 정의 되어왔다. 다음 내용은 Spike Energy 측정이 구름 베어링의 상태를 평가하는데 얼마나 유용한지를 보여준다.
베어링은 가장 정밀하게 만들어진 부품 중의 하나이므로 좋은 베어링의 진동의 크기는 다른 기계 부품보다도 아주 낮아야 한다. 베어링 결함 진전의 초기 단계에서는 베어링 진동은 다른 부품에 의한 진동에 파묻힐 만큼 아주 낮다.
여기서 중요한 점은 진동속도나 가속도의 Overall 즉, Filter Out 측정으로는 베어링 상태가 임계점에 이를 때까지는 결함의 특성을 때로는 보여주지 못한다는 것이다. 그래서 총진동의 측정이나 감시로는 진전되고 있는 베어링의 문제점들에 대한 충분한 경고가 되지 못한다.
그림 10-36에서와 같이 베어링 Raceway 또는 Rolling Element 상의 결함은 베어링 부품간에서 간헐적인 충격의 원인이 된다. 이들 짧은 충격은 여러 베어링 부품들의 공진 주파수들을 여기한다.

그림 10-36 결함 베어링에 의한 Spike Energy의 모양
또한 Spike Energy를 측정하도록 진동계를 조정하여 놓으면 5,000 ㎐(300,000 cpm)이하의 어떤 잔류 주파수 성분도 배제하는 High-Pass Filter를 받아들인다. 따라서 기계의 불평형이나 Misalignment와 같은 문제점에 의한 진동 증가로 인하여 Spike Energy 값의 증가 원인이 되지 않는다. 환언하면 이런 계측기의 Spike Energy Mode는 결함 베어링의 특성인 충격과 불규칙 진동력에 응답하도록 설계되어 있다.
그림 10-37은 기계 표면에 부착한 가속도계이다. 베어링 충격에 의한 에너지는 여러 통로를 지나 기계 바깥 표면으로 전달된다. 가속도계 Pickup에서 이 신호의 진폭은 아주 낮지만 Spike Energy 계측기의 특수한 신호처리 회로가 있어 이 신호를 수치로 전환할 수 있다. 이 값은 g-SE 단위로 표현된다
Oscilloscope 상에서 시간파형으로 베어링 진동을 관찰하여도 특정 베어링 주파수들을 검출할 수 있다. 그림 10-38의 시간파형은 Inner Raceway상에 이미 알고 있는 결함을 가진 베어링으로부터 취한 것으로 구름요소가 결함부를 통과할 때 화면에서 분명히 볼 수 있는 Spike를 일으킨다. 그리고 화면의 주기를 기록하면 진동주파수도 쉽게 구할 수 있다. 이와 같이 진동주파수를 구하면 이것과 베어링의 계산 회전 주파수와 비교할 수 있다.
Oscilloscope 화면에 나타난 진동신호는 Inner Race상의 결함이 회전하기 때문에 진폭이 변화하며 따라서 베어링에 설치된 진동 Pickup에 관하여 그 위치도 계속 변화한다. 진폭의 변화는 규칙적인 정현파로 나타나기도 하고 또한 다소 불규칙하게 나타나기도 한다.
그림 10-37 베어링 결함은 진동(Spike Energy)을 일으킨다.
그림 10-38 베어링 결함의 Oscilloscope 화면
(1) 측정 절차
Spike Energy의 측정 이력이 없는 기계에서는 베어링 상태의 변화를 Tracking이나 Trending한 값을 사용한다. Spike Energy 값과 베어링 고장간의 상호관계는 실 경험에 의해 확립되어야 한다. 이 상관관계가 일단 확립되면 실제 베어링 상태를 알아내기 위한 Spike Energy 측정치의 사용 기준을 가지는 것이 된다.
어떠한 경우에도 Spike Energy 측정 기준치만으로 기계를 정지하는 것은 추천할 수 없다. 가속도나 속도와 같은 다른 진동변수를 적어도 하나를 검토한 후에 판단을 해야 한다. 그 이유는 기계의 운전조건의 변화에 따라 주기적인 Spike Energy 측정치가 크게 변화할 수 있기 때문이다. 베어링 결함뿐만 아니라 증기량, 난류, 고압 공기량 및 케비테이션도 Spike Energy 신호를 발생시킨다. 따라서 이들 운전변수의 변화도 측정한 Spike Energy 신호들의 변화를 일으킬 수 있다.
예를 들면 베어링에서 Spike Energy 값의 갑작스런 증가는 긴박한 고장을 나타내는 것이라고 믿게 된다. 그러나 진동 가속도나 속도 측정치가 크게 증가하지 않은 것으로 나타나면 갑작스런 Spike Energy 값의 증가는 베어링의 변형이라기 보다는 기계 운전상태의 변화(예를 들면 케비테이션)의 결과일 수도 있다.
기계상태를 판단하는 제2의 기준 선택은 기계의 기능에 따라 다르다. 고속기계는 진동력에 의해 쉽게, 크게 영향을 받으므로 가속도 측정이 훌륭한 지침이 된다. 상대운동이 운전에 영향을 미치는 저속기계에서는 변위가 Spike Energy에 대한 후비 측정으로 좋다.
(2) Pickup 설치 방법
Spike Energy 측정치의 정확성 및 반복성을 확실히 하기 위해서는 어떤 필요조건을 만족시키는 것이 특히 중요하다. 이런 관점에서 Pickup 설치시 사용되는 기술이 특히 중요하다. 그림 10-39는 여러 가지 설치방법을 그린 것이다.
그림 10-39 Spike Energy Pickup의 설치 방법
Stud Mounting(또는 강력 접착제로 부착)은 기계표면에 가속도계를 부착시키는 유효한 방법이다. 이 기술의 주된 이점은 기계로부터 Pickup으로 낮은 진폭, 높은 주파수 진동을 전달하는 최상의 경로가 된다는 것이다. 그러나 이것은 부착을 신속하게 할 수 없기 때문에 주기적 점검용으로는 일반적으로 적합치 않다.
다른 방법으로 Magnetic Holder를 사용하는데 이것은 주기적 점검용으로 사용하기에는 보다 단순하지만 기계와 가속도계간의 진동 Energy 손실이 다소 있다. 따라서 동일 위치에서 Stud Mounting으로 측정한 Spike Energy 값보다는 낮을 수 있다. 반복성을 유지하기 위해서는 측정할 때마다 정확히 동일한 위치에 Magnetic Holder를 위치시키도록 주의를 기우려야 한다.
세 번째 방법으로는 Hand-Held Probe를 사용하는 것이다. Spike Energy 값은 통상 앞의 2가지 방법보다는 낮다. 이것은 주로 Probe의 감쇠 때문이다. 또한 주기적 점검시 값의 반복성은 Probe를 제자리에 일관성 있게 위치시키느냐에 따라 다르다. Hand-Held Probe는 다른 방법을 사용할 때보다도 베어링에 아주 가깝게 위치시킬 수 있는 이점을 가지고 있다.
Pickup 설치방법을 포함하여 동일 조건하에서 값을 취하지 않는 한 동일 위치에서 측정한 Spike Energy 값이라도 비교해서는 안된다.
측정시마다 정확히 동일 위치에 가속도계를 부착시키는 것이 중요하다. 부착되는 가속도계 주위에 Paint로 원을 그려 놓으면 다음 측정시 동일한 위치에 다시 부착하는 것이 쉽다.
측정되는 표면은 청결하고 이물질이 없어야 한다. Paint나 Grease 같은 표면의 재료는 가속도계 밑에서 Spring 역할을 하므로 공진 주파수를 낮추며 고주파수의 Spike Energy 진폭을 감소시킨다. 또한 표면은 가속도계가 부착됐을 때 떨리지 않도록 평평해야 한다. Stud Mounting을 사용할 때 그 축이 표면에 직각이 되도록 하여 가속도계도 표면상부에서 직각이 되도록 해야 한다.
가속도계와 설치표면 사이에 Silicon Grease나 윤활유를 약간 도포 한다. 이렇게 함으로써 강성 및 비압축성 층이 형성되어 고주파수 진동이 전달된다. Magnetic Holder를 사용할 때 설치표면에 Oil을 약간 도포하면 고주파수 전달이 개선된다.
10.9.5 구름요소 베어링의 진동특성 (Vibration Characteristics of Rolling Element Bearing)
10.9.5.1 로터의 振動 領域 (Rotor Vibration Region)
로터와 관련된 진동은 보통 축회전 속도의 1/4×에서 3×RPM 범위인 로터 진동영역에서 발생하며, 속도나 변위계로 측정한다. 많은 구름 베어링의 고장은 로터와 관련된 이상상태(예로 불평형, Misalignment 또는 로터의 불안정)가 직접적인 원인이 된다. 로터와 관련된 이상상태는 베어링의 과부하 그리고 이로 인한 고장을 방지하기 위하여 교정되어야 한다. 1,200~3,600 rpm으로 운전되는 대부분의 일반기계들은 5 ㎐~180 ㎐(1,300 cpm~10,800 cpm) 사이에서 로터와 관련된 진동신호가 발생된다. 따라서 진단 시스템은 이러한 주파수 영역을 감시할 수 있어야 한다. 그렇지 않으면 로터와 관련된 고장은 감지되지 않은 채 계속 남아 있을 수 있고, 베어링은 계속 손상되어 주기적인 교체가 이루어져야 할 것이다.
10.9.5.2 初期 Spike 領域 (Prime Spike Region)
초기 Spike 영역은 내륜 또는 외륜의 결함 부위를 구름요소가 통과함으로써 발생되는 베어링 주파수를 포함하는 진동 주파수 영역이다. 이들 주파수는 베어링의 형상과 속도에 관계되고 보통 구름요소 통과 주파수의 1내지 7배이다. 이 영역에 있는 진동은 가속도계, 속도계 및 변위계로 효과적으로 측정될 수 있다. 모든 베어링 고장의 약 90%는 내륜 또는 외륜의 흠과 관련된다. 나머지 10%가 구름요소의 흠 또는 Cage의 흠과 관련되며 이 경우는 로터 진동 영역 내에 있는 주파수를 발생한다. 탁월한 베어링 고장 주파수 주변의 주파수 대역을 설정하고 로터와 관련한 진동 주파수를 Filtering함으로써 베어링 상태를 보다 더 잘 감시할 수 있다.
10.9.5.3 高周波數 領域 (High Frequency[Spike Energy] Region)
고주파수 영역은 5,000 ㎐로부터 25,000 ㎐까지의 주파수를 포함하고 가속도계로 측정된다. 고주파수 영역 측정은 베어링 고장의 기본변수는 아니다. 만일 베어링 고장을 발견하기 위해 고주파 영역을 측정한다면 로터진동 영역과 초기 Spike 영역에서 측정한 것에 대한 보충자료로서만 이용되어야 한다. 세부사항은 앞에서 언급한 9.2 및 9.3항을 참조할 것.
10.9.6 결함 구름요소 베어링의 진동 스펙트럼 형태 (Types of Vibration Spectra Caused by Defective Rolling Element Bearings)
10.9.6.1 不規則한 超音波 周波數 (Random, Ultrasonic Frequencies)
대략 5,000 ㎐에서 60,000 ㎐ 범위에 있는 초음파 주파수의 측정은 다양한 기술과 여러 가지 계측기로 행해지는데 여기에는 Spike Energy, HFD 고주파수 가속도, Shock Pulse 측정 등이 있다. 이들 각각은 최종 손상이 발생할 때까지 설치시부터 베어링 건강상태를 탐지할 수 있는 초기 손상검출 매개변수이다. 일반적으로 이들이 주는 전체값은 베어링의 건강상태를 평가할 때 고려되어야 할 정보를 제공한다. 그러나 진동 스펙트럼 자료에서 제공되는 정보에 비중을 더 두어야 한다(그림 10-34 및 10-35 참조).
10.9.6.2 베어링 部品의 固有 振動數 (Natural Frequencies of Bearing Components)
설치된 구름 베어링 부품의 고유진동수는 대략 500~2,000 ㎐(30,000~120,000 cpm) 범위에 있다. 구름 베어링의 경우 Raceway 상의 흠에 구름요소가 충격을 가하여 고유진동수를 발하게 된다. 실제로 베어링 부품의 고유진동수는 30,000~120,000 cpm 영역에 있지만 어떤 것은 다른 것보다 훨씬 탁월한 진동을 가진다. 따라서 결함이 미세 크기를 넘어서 진전되면 고유진동수를 가진하기 시작한다. 결함이 약화됨에 따라 충격력이 더 커져 고유진동수에서의 진폭이 더 크게 응답한다. 결국, 마멸이 진전함에 따라 고유진동수들 주변에 많은 주파수들이 나타나는데 이들 대부분은 이들 고유진동수의 1×RPM 측대파이다. 그러나 때로는 Peak 진폭이 1×RPM 측대파가 아니고 베어링 결함 주파수로 일정한 간격을 가지는 경우가 있다.
이들 베어링 부품의 고유진동수에 대한 한가지 중요한 점은 회전속도와 무관하다는 사실이다. 즉, 축이 저속으로 회전하던지 고속으로 회전하던지 간에 고유진동수는 항상 동일한 주파수를 유지한다. 그러나 진폭은 충격속도에 비례한다. 즉, 회전속도가 증가함에 따라 통상 진폭은 더 커지게 되는 것이다.
10.9.6.3 缺陷 周波數 (Defect Frequencies)
여러 해에 걸쳐서 구름 베어링 내부의 결함을 찾아내는데 도움을 주는 일련의 공식들이 개발되었다. 이 공식은 구름 베어링의 Inner Race, Outer Race, Cage 그리고 Ball 자체의 결함을 구분하여 추적할 수 있게 만들어 졌다. 이 식은 베어링의 기하학적 상태와, Ball(또는 Roller)의 개수 그리고 베어링의 회전속도에 근거를 두고 있다. 그림 10-40에 4개의 베어링 결함 주파수에 대한 계산공식을 수록하였다. 이 식들을 자세히 살펴보면 주파수들 간에 서로 독특한 연관관계가 있음을 알 수 있다.
이 공식은 외륜은 고정되어 있고 내륜은 축과 함께 회전하는 경우이다. 만일 축과 함께 외륜은 회전하고 내륜이 고정된 경우라면 앞의 Ball Spin 주파수 공식의 괄호 내에 있는 (-)부호를 (+)부호로 바꾸면 된다. 이 경우에 Nb×FTF는 BPFO 보다는 BPFI와 같고 FTF는 약 0.55~0.65×RPM 이다.
베어링 치수는 모르지만 Ball이나 Roller의 개수를 알면 다음 공식(그림 10-41)으로 개략적인 주파수를 알 수 있다.
베어링 결함 주파수를 알고 있으므로 해서 얻는 장점은 다음과 같다. 동일 기계에서 두 가지 형태의 베어링을 채택하고 있는 경우 외측 베어링과 내측 베어링을 분리해서 평가할 수 있다. 예를 들어서 어떤 기계의 외측 베어링은 6203을 사용하고 있고 내측 베어링은 6204를 사용했다고 가정할 때 이 두 베어링은 서로 완전히 다른 베어링 결함 주파수(Outer Race 주파수만을 서로 비교해 보면 6203 베어링은 4706 cpm이고 6204베어링은 5509 cpm)를 나타낸다. 또한 이들 베어링의 어느 부분에서 손상이 진행되는 지도 판단할 수 있고, 이들 손상이 어떻게 열화되어 가고 있는지도 추적할 수 있다.
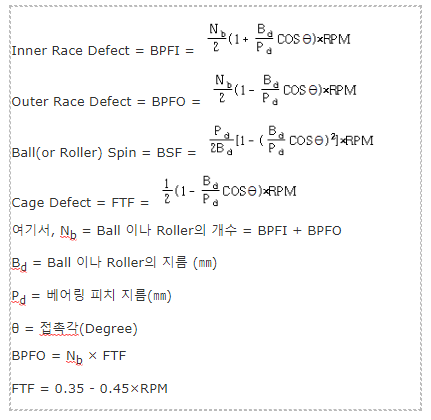
그림 10-40 구름 베어링 결함주파수 공식
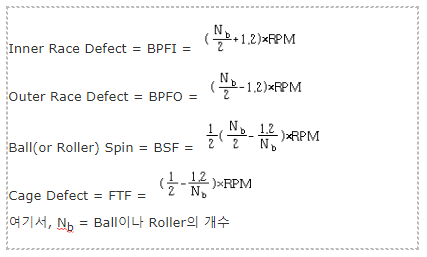
그림 10-41 구름 베어링 결함 주파수 공식
10.9.6.4 周波數의 合과 差 (Sum and Difference Frequencies)
베어링에 하나의 결함이 발생하면 결함 주파수가 생기며 열화하기 시작한다. 결함이 성장하면 베어링 내에 다른 결함을 일으키게 할 수 있다. 이렇게 되면 다른 주파수가 발생하며 다양한 형태가 생기게 된다. 어떤 주파수들은 다른 주파수와 더해지기도 하고 빼 주기도 한다. 실제로 특정 결함에 대한 기본 주파수는 결코 발생하지 않는다. 그것이 나타나면 이 결함 주파수는 이미 존재하고 있는 다른 주파수들에 측대파로써 작용한다. 예를 들면 Cage 주파수 자체는 대략 0.35×에서 0.45×RPM인 자신의 기본 주파수에서는 통상 발생하지 않는다. 대신 Cage 주파수 자체는 Race 주파수(BPFO 나 BPFI)나 Ball Spin 주파수의 측대파로 나타난다(그림 10-42). 어떤 경우에는 베어링 결함 주파수가 베어링 이외의 다른 진동원에 의해 발생한 주파수들을 변조시키기도 한다.
그림 10-42 베어링 결함 주파수와 측대파
10.9.7 결함 주파수 특성 (Defect Frequency Characteristics)
(1) 베어링 缺陷 周波數와 다른 振動 周波數와의 差異點
구름 베어링의 결함 주파수는 다른 진동 원인의 주파수와 분리해서 관리해야 한다. 만약 베어링 관련 주파수가 나타났다면 이는 베어링에 문제점이 생기고 있다는 신호라고 보아야 한다. 베어링 문제는 베어링의 파손에 의해 발생할 수도 있지만 때로는 불충분한 윤활에 의한 금속간의 접촉을 일으키고 있거나, 오일(또는 Grease)에 의한 손상, 베어링에 비정상적인 과다한 외력의 작용 등의 문제일 수 있다. 이때는 베어링의 수명을 연장시키기 위해 시급히 오일의 보충, 교체, 외력의 해소 등이 조치되어야 한다. 1×RPM과 같은 공통적인 주파수는 Balance나 Alignment가 양호하든, 양호하지 않든 간에 항상 나타나게 된다. 베인 펌프에서는 베인 통과 주파수가 어느 정도의 진동치를 가지고 항상 나타나게 된다.
기어에서는 작은 진폭이라도 기어 이빨 수×RPM의 진동을 항상 수반하게 된다. 그러나 이러한 주파수들은 항시 문제점이 발생될 때 나타나는 것이 아니라는 점에서 베어링 주파수와는 구분되어 취급되어야 한다.
즉, 이들 주파수들은 문제가 발생되지 않아도 나타날 수 있으나, 베어링 결함 주파수는 베어링에 문제가 있어야만 나타나게 된다.
(2) 베어링 결함 주파수는 운전속도의 정수배가 아니다
앞에서 보았던 그림 10-40과 10-41의 식들을 주의 깊게 관찰하면 베어링 결함 주파수는 운전속도의 정수배가 아님을 알 수 있다. 대부분의 회전체에서 진동 원인의 대부분은 회전속도의 정수배의 진동주파수로 이루어지며, 주파수가 회전속도의 정수배가 아닌 것은 구름 베어링의 결함, 기어의 결함, Blade의 결함 등에서 한정적으로 발생된다.
이는 구름 베어링의 규격을 전혀 알 수 없는 기계의 진단 시에 많은 도움을 준다.
(3) 외륜과 내륜의 결함시의 주파수 특성
a. 외륜과 내륜의 주파수의 합 = 베어링 Ball Pass 주파수
그림 10-40과 10-41의 식들을 보면 베어링의 내외륜의 주파수와 Ball의 개수에 관련하여 흥미 있는 사실을 알 수 있다.
외륜과 내륜의 주파수를 합한 것(BPFO+BPFI)에 rpm을 곱하면 Ball의 개수×RPM과 같다는 것을 알게 된다.
그러나 실제적으로는 GMF(기어 잇빨수×RPM), Blade 통과 주파수와 유사한 Ball의 개수×RPM 주파수는 거의 나타나지 않는다. 그러나 외륜과 내륜 Race 주파수는 매우 잘 나타난다.
b. 외륜과 내륜의 진폭 관계
일반적으로 Casing에서 진동을 측정할 경우 외륜주파수의 크기는 내륜주파수의 크기에 비하여 더 크게 나타난다. 이것은 진동 변환기가 외륜에 더 가까이 있기 때문이다.
더욱이 내륜 주파수 신호가 진동 픽업에 도달하는 경로를 보면 내륜결함 신호는 회전하고 있는 구름요소를 통과해야 하고 이때 진동감쇠 및 간섭으로 인하여 외륜 진동신호에 비하여 작게 나타날 것이다. 이와 반대로 Shaft Rider로 축 진동을 측정하면 내륜 진폭이 외륜 진폭보다 크게 나타나게 된다.
따라서 베어링의 결함이 내륜 한곳에만 있다면 주파수 진단만으로 이들 결함을 찾아내기가 어렵다. 왜냐하면 진폭이 작게 나타나고 주파수가 계산상의 결함 주파수와 차이가 있을 수 있기 때문이다(이는 특히 내륜이 축에 끼워져 함께 회전하는 형태의 베어링에서 많이 발생함).
또 외륜이나 내륜중 한곳에만 결함이 발생했을 경우 단일 Race 주파수만 나타날 것이다. 그러나 원주 주위에 결함이 생기기 시작하면 Race 주파수에 해당하는 많은 조화 주파수가 나타난다.
Raceway에 생긴 손상이 점차 커지게 되면, Race 주파수의 진폭은 다소 증가하는 것이 보통이다. 그러나 이들 손상에 대한 보다 큰 척도가 될 수 있는 것은 베어링 주파수의 조화 성분과(특히 BPFO 주파수), Race 주파수 위․아래에 출현하는 1×RPM의 측대파 주파수들이다.
c. 결함 베어링에서의 측대파 주파수
일반적으로 베어링 문제 발생시, Ball(또는 Roller)이나 Cage로 결함이 진전되기 전에 처음으로 결함을 나타내는 곳이 Race 부분이다.
즉, 외륜과 내륜의 Race 주파수가 Ball Spin 주파수보다 먼저 나타나게 되며 시간이 경과함에 따라 보통 Cage 주파수는 기본 주파수 단독으로 나타나던가 또는 다른 주파수의 측대파로 나타나게 된다.
마찬가지로 Ball Spin 주파수도 종종 외륜 또는 외륜의 Race 주파수의 측대파로 나타나게 된다.
구름 베어링에 대한 주파수 분석을 실시할 경우 관심을 두어야 할 부분은 진동의 크기가 아니라 주파수 성분이다. 사실 베어링 주파수 자체의 크기는 베어링의 상태가 악화됨에 따라(특히 이들 손상이 외륜과 내륜의 Race에서 진행될 경우에) 그 크기가 작아지는 경우가 많이 있다. 이 경우에 다양한 종류의 손상 주파수가 나타나고 이들 손상 주파수는 1×RPM의 측대파를 가게 된다.
(4) Cage 결함시의 주파수 특성
구름 베어링 문제시 스펙트럼은 고주파로 나타나지만 Cage 주파수는 항상 1×RPM 이하에서 나타난다. 이 범위는 약 0.33×RPM에서 0.48×RPM 정도이지만 대부분의 결함은 거의 0.35×RPM과 0.45×RPM 사이에서 나타난다(내륜이 축과 함께 회전하는 경우).
그러나 Cage 주파수는 보통 Cage 기본주파수 단독으로 나타나지는 않으며 종종 Ball Pass 또는 Race 주파수의 측대파로 나타난다.
예로서 그림 10-42를 보면 외륜 결함시(BPFO) Cage 주파수(FTF)가 측대파로 나타난다.
(5) Ball(또는 Roller) 결함시의 주파수 특성
a. Ball(또는 Roller) 자체의 결함이 발생할 경우 종종 Ball Spin 주파수(BSF) 뿐만 아니라 Cage 주파수(FTF ; Fundamental Train Frequency)도 발생하게 된다. 또 Ball(또는 Roller)에 심한 손상이 있음에도 불구하고, 기본 Ball Spin 주파수나 그 조화 주파수가 나타나지 않는 경우가 종종 있다. 이런 경우 BSF는 다른 주파수들의 측대파로 나타난다.
b. Cage가 파손된 경우에도 Ball Spin 주파수가 나타나게 된다.
Ball Spin 주파수가 나타났다고 반드시 Ball(또는 Roller)의 결함이라고 판단할 수는 없다. 그러나 이는 베어링에 문제가 있다는 것을 의미하는 것으로, Cage의 리벳이 파손되어 Ball들이 Cage에서 자유롭게 구르지 못할 때에도 이 주파수가 나타날 수 있다
c. 만약 한 개 이상의 Ball(또는 Roller)이 손상된 경우 나타나는 주파수는 손상된 Ball의 개수와 Ball Spin 주파수의 곱으로 나타나게 된다.
예를 들어 만약 5개의 Ball이나 Roller에 결함이 있는 경우에 5×Ball Spin 주파수가 나타나게 된다.
(6) 베어링 결함 주파수에서 진동 허용치
1×진동 성분 중에서 불평형으로 인한 진동값이 얼마나 되는지 판단하기 어렵듯이, 베어링 결함 주파수에서도 진동 허용범위를 정확하게 판단 하기는 매우 어렵다. 그 한가지 이유로 여러 형식의 수없이 다양한 구름 베어링이 여러 가지 회전체에 채택되어 사용되어지고 있으며, 진동신호를 검출하는 변환기도 여러 형태로 설치되어 진동신호를 검출하기 때문이다.
그러나 통상적으로 적용할 수 있는 것은 여러 가지 형태의 다양한 조건을 가진 회전체라 하더라도, 구름 베어링의 결함주파수 분석시 허용되는 진동 허용치는 1×RPM 진동 허용치보다는 작아야 한다는 것이다.
그러나 현재로서는 많은 연구소에서 실험한 결과를 종합해 볼 때 베어링 결함 주파수에 대한 진동 허용치를 제시할 수 있는 절대적인 해답은 아직까지 존재하지 않는다. 그것은 어떤 특정 기계에 설치된 베어링과 이 기계의 운전속도에 달려 있을 뿐 아니라, 베어링이 손상되는 과정이 같은 기계에서도 항상 일정치 않다는 사실 때문이다.
따라서 구름 베어링의 결함 진단시에는 베어링 결함 주파수가 조화파로 발생되고 있는가를 관찰해야 하며 특히 결함 주파수 주위에 측대파(1×RPM 또는 베어링 결함 주파수의 간격을 가지는 측대파)가 존재하는가를 관찰해야 한다.
(7) 진동 픽업의 부착 위치
진동픽업은 베어링이 부하를 받는 위치에 가능한 한 가깝게 위치시키는 것이 중요하며 특히 반경방향의 하중을 지지하는 베어링에서는 더욱 중요하다. 진동 픽업을 적정한 위치에 설치하지 않을 경우 실제로 문제가 있는 경우에도 결함 신호를 검출하지 못하여 진단의 오류를 범할 수 있다.
(8) 부적절한 베어링 부하를 받거나 잘못 조립된 베어링
베어링 주파수는 베어링이 부적절한 부하를 받고 있는지, 설치가 잘못된 것인지를 판단 하고자 할 때에도 사용된다. 예를 들어 새 베어링을 설치할 때 베어링 하우징과 베어링 외륜이 과도하게 간섭을 받도록(즉 억지로 끼워서) 조립하였다면 베어링 내부 틈새가 없어지게 되어 베어링 조립후 시운전시 바로 외륜 또는 내륜의 결함을 나타내는 Ball Pass 주파수가 나타나게 된다. 또 추력 베어링이 거꾸로 조립될 경우 과도한 진폭의 Race 결함 주파수가 나타나게 된다.
(9) 부적절한 베어링 윤활에 의하여 발생하는 주파수
베어링의 윤활이 부적절할 경우 발생되는 주파수의 특징은 500 ㎐(30,000 cpm)와 1,400 ㎐(84,000 cpm) 사이에서 여러 개의 Peak가 발생하고 이들 Peak 치간의 주파수 차는 대략 1×RPM의 범위에 있게 된다.
특히 높은 Spike Energy 또는 Shock Pulse 값이 발견될 경우 윤활 상태를 필히 점검해 보아야 한다.
만약 동일 축을 지지하고 있는 양단 베어링에서 한쪽 베어링에서만 높은 Spike Energy를 나타내거나 앞에서 기술한 고주파 성분이 나타난다면 이들 성분이 나타나는 베어링에서 윤활이 적절하지 않다고 판단할 수 있다.
그림 10-43 부적절한 베어링 윤활에 의하여 발생하는 주파수
(10) 복렬 볼 베어링에서는 두 종류의 결함주파수를 발생하게 된다
a. 단지 한쪽 Raceway에서만 손상이 있게 되면 발생되는 베어링 결함 주파수 는 한쪽열의 볼 개수로 계산하여야 한다.
b. 결함이 양쪽 Raceway에서 일어났다고 하면 볼의 총 개수로 결함 주파수를 계산하여야 한다.
이들 결함 주파수는 결함이 한쪽 Raceway에서 일어났든 양쪽 Raceway에서 일어났든지 간에 다른 주파수 주위의 측대파로서 나타난다.
중요한 사실은 Ball의 개수가 외륜, 내륜 및 Ball Spin 주파수 계산에 반드시 필요하다는 것이다.
(11) 구름 베어링이 하우징 내에서 헛돌 때 발생하는 주파수
구름 베어링에서 운전속도의 조화성분 주파수가 많이 보이면, 그것은 베어링이 축상에서 혹은 하우징 내에서 헐거워졌다는 징후일 수 있으며, 더욱 중요하게 생각해야할 점은 그 주파수들은 베어링이 축상에서 또는 하우징 내에서 헛돌고 있다는 것을 나타내는 것일 수도 있다.
그림 10-44 베어링이 축이나 하우징 내에서 헛돌 때 나타나는 스펙트럼
10.9.8 구름 베어링 故障의 原因과 過程 (Causes and Process of Failure in Rolling Element Bearings)
10.9.8.1 故障 原因 (Causes of Failure)
구름 베어링은 비록 이상적인 설계조건에 따라 운영된다 하더라도, 피로현상으로 인해 그 수명이 한정되어 있고 고장이 일어나기 마련이다. 구름 베어링 제작업체는 이러한 사실을 인식하고 있으며, 사용자가 설계범위 내에서 설치해 운영할 때 베어링이 얼마간 지속될 수 있는 가를 알 수 있도록 설계수명한계(L10/B10)를 개발하였다. L10/B10은 최초의 피로현상이 전개되기전, 90% 신뢰도를 가진 동일한 부하와 속도하에서 작동하는 동일한 구름 베어링 그룹의 평가 수명으로 정의된다. 불행하게도, 대부분 실제 설치작업은 이상적인 조건에 따라 이루어지지 않으므로 베어링은 설계수명이 다하기전 조기에 고장난다. 대부분의 베어링 조기고장은 다음과 같은 한 가지 이상의 원인에 기인될 수 있다.
① 과도한 부하
․정상상태(예, Misalignment 또는 정적 부하)
․동적 상태(예, 불균형 또는 로터 시스템 불안정)
② 부적절한 윤활작용(불충분하거나 지나친 윤활)
③ 외부 오염
④ 부적절한 설치
⑤ 부정확한 크기(예, 잘못된 설계)
⑥ 정지중에 진동에 영향을 받음(False Brinelling)
⑦ 베어링을 통해 전류가 통과
10.9.8.2 故障 段階 (Failure Stages)
구름 베어링은 3가지 고장단계를 거치면서 고장이 진행된다. 각 단계는 고유한 진동특성을 가지고 있고, 따라서 그것에 맞는 진단과 감시기법이 필요하다.
(1) 초기 고장 단계
초기 고장단계는 베어링 고장의 가장 초기 단계이다. 초기 손상의 대부분은 Race 표면 아래에서 일어나기 때문에, 사람의 눈에는 정상적으로 보이지 않는 머리카락 균열과 같은 아주 미세한 정도의 흠집에서 발전된다. 베어링에 의해 발생되는 고주파(7×RPM 이상) 진동 상승이 이 단계에서 나타날 수 있다. 그러나, 온도가 초기 Spike 진동을 이 단계에서 측정한다면, 그 수준은 정상으로 나타날 것이다. 베어링은 보통 이 단계에서 상당한 양의 운전 안전수명을 가지고 있으므로, 이 시점에서 베어링을 교체하는 것은 비경제적이다.
(2) 고장단계
고장단계에서의 베어링은 사람의 눈에 보일 정도로 결함이 진전된다. 이 단계에 놓여 있는 베어링은 보통 귀에 들릴 정도의 소리를 내고, 베어링 온도 또한 상승한다. 베어링과 관련 있는 영역(초기 Spike)의 진동진폭은 쉽게 감지할 수 있는 수준에 도달한다. 일단 고장단계에 이르면, 베어링을 교체하거나 엄청나게 큰 기계고장을 일으키기 전에 얼마나 오랫동안 베어링이 안전하게 작동될 수 있는지를 평가하기 위해 감시 회수를 늘리는 것이 필요하다. 본 단계는 베어링을 교체하는 경제적인 시기이다. 만일 고장단계에서 베어링을 교체하지 않는다면, 결국 고장의 마지막 단계인 사고임박/사고단계에 접어든다.
(3) 사고임박/사고단계
베어링이 이 단계에 도달하면, 베어링 고장이 빨리 진행된다. 베어링에 의해 발생되는 소음이 귀에 들릴 정도로 크게 상승되고, 베어링 온도는 베어링이 과열될 때까지 상승한다. 마멸이 신속하게 진행되면 베어링 간극이 늘어나는 원인이 되고, 따라서 베어링에 대한 축진동이 크게 나타난다. 구름 베어링은 축진동을 제한하기 위해 설계되어 있으므로 기계내부에서 마찰을 일으킬 수 있는 가능성으로 인해 베어링이 이 단계에 도달하게 하는 것은 매우 위험할 수 있다. 베어링 관련(초기 Spike) 진동 진폭은 본 단계에서 상당히 올라 갈 것이다. 고주파 진동 데이터는 이 단계에서 신뢰할 수 없고 그것을 해석하는데 주의해야 한다. 베어링 결함의 “Selfpeening”으로 인해 고주파 진폭 수준은 자주 이 단계에서 감소하고 베어링이 고장의 초기 단계에 있는 것처럼 보일 수 있다. 이러한 “Selfpeening” 현상은 특히 저속 기계에서 명백하게 나타난다.